






Wico won the wager. “Not only did we reduce the length of the line, we cut our square footage, going from 800 sq. ft. to 320 sq. ft. for this particular area,” Pline says. Considering that the plant accounts for 62,000 sq. ft., this may not sound like a lot, but…
 |
 |
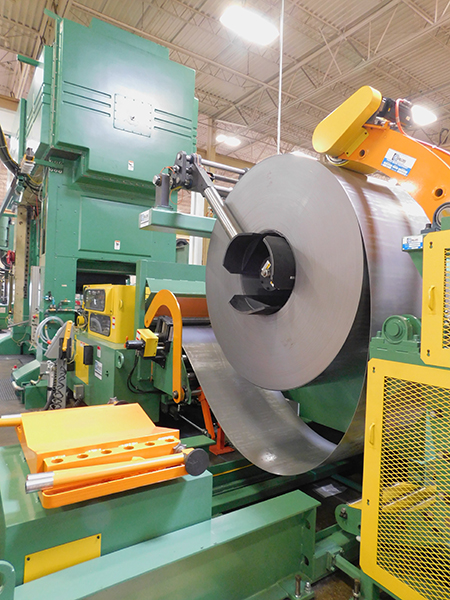
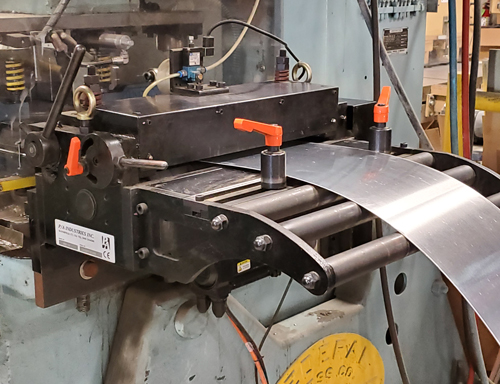
| Burns Manufacturing uses a new servo roll feed with 10-in. coil (left), and gag tooling (above) with punch and shear dies, to produce a range of door kickplates. |
“Now we don’t run big loops of coils between the straightener and feeder,” he says. “What’s more, this may be the first press feed of this type that we’ve installed, but not the last. This looks like the wave of the future for us in terms of system upgrades moving forward. In addition, we plan to push the boundaries with more exotic materials, such as dual-phase steels.
“Another plus: Our operators like having coils within closer proximity of the press,” continues Pline, “According to our plant manager, coil changes now take 5 vs. 10 min., and with several coil changes occurring throughout our two-shift operation, this provides a significant time savings.”
Time Saver
Business is good at Burns Manufacturing, maker of architectural door-trim hardware, including a range of door kickplates. So good, in fact, that the traditional way of producing its plates, which involved laying out the tools in a die set for 34-in. plates, punching the hole pattern and cutting the coil in one stroke, couldn’t keep pace with orders. The problem: When it was time to change to a different width, the changeover involved pulling the tooling and blanking the plate to length, followed by a secondary operation to punch screw holes. The solution: a servo roll feed configuration from PA Industries, Bloomfield, CT, that provides Burns with constant up time and freeing about 20 man hr./ week, for a labor savings of about 50 percent.
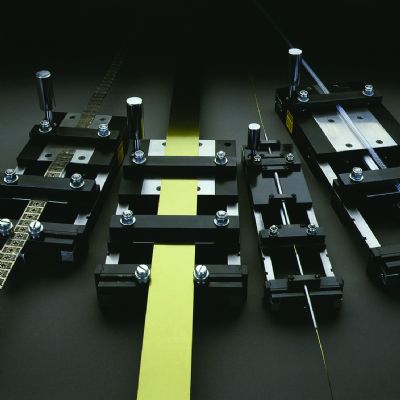
“We used gag tooling, putting in one set of punches and cutoffs for all the trim-plate sizes and moving the distances to create that pattern before performing the cutoff,” explains Don Frank, regional sales manager at PA. “Now it takes no time at all to switch from one size to another.”
Frank explains gag tooling: “This provides the ability to place multiple punches in a tool and to regulate, using a pneumatic wedge, which punch gets used depending on the part produced. Whereas with a conventional press feed every punch is active, with gag tooling, punches can be turned on and off, depending on where they are needed on the strip. Meanwhile, strip encoders monitor coil slippage and can be programmed to stop the equipment when slippage approaches a certain level, or they can be programmed to allow the customer to correct settings to accommodate the slippage, thus avoiding stoppage.”
The switch provides the manufacturer with much greater manufacturing flexibility, says Nick Burns, operations manager at the company. “What used to take 1 hr. takes just 10 min. We can have the coil loaded and tooling set up for different widths and then select the program and be up and running and all without any scrap, even when switching to different lengths.”
In addition to saving time, Burns says accuracy is beyond reproach. “The biggest surprise for us was accuracy and repeatability,” he says. “If we run 300 parts and stand them up on a cart after coming off the press, there isn’t any size difference between them. Between the faster changeover, accuracy, repeatability and elimination of scrap, the move to the servo press feed took us way beyond what we ever imagined possible.” MF
View Glossary of Metalforming Terms
See also: Dallas Industries
Technologies: Coil and Sheet Handling
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Coil and Sheet Handling
Coil and Sheet HandlingDallas Industries Delivers Feed Line to ODM Tool & Manufactu...
Wednesday, July 9, 2025
 Coil and Sheet Handling
Coil and Sheet HandlingPress Feed Strong
Kate Bachman Wednesday, April 23, 2025
 Coil and Sheet Handling
Coil and Sheet Handling5 Questions About Air Feeds; 5 About Servo Feeds
Bradley Nordlof Thursday, April 17, 2025