“My father-in-law has an engineering background,” recalls McClung, “and upon purchasing the company he started looking at our various products, including roof curbs and ventilation products. He determined which ones made the most sense to pursue in terms of manufacturing direct, and began installing machinery.”
“My father-in-law has an engineering background,” recalls McClung, “and upon purchasing the company he started looking at our various products, including roof curbs and ventilation products. He determined which ones made the most sense to pursue in terms of manufacturing direct, and began installing machinery.” In 2013, McClung came on board, along with his wife Jennifer, who today serves as vice president of operations. Their arrival led to a closer look at fabricating operations and the challenges of keeping so many punching and bending machines from various manufacturers in working order while maintaining quality. They decided to begin sourcing from a single company, Amada, for punching machines and press brakes to produce various products. Still, R&S Roof Products held to its business model of purchasing 10-ft.-long steel walkway planks with formed details to prevent slipping. These planks were formed by a manufacturing partner in China, shipped by the container out of China, then were fitted with flashing and other supports inhouse.
In 2013, McClung came on board, along with his wife Jennifer, who today serves as vice president of operations. Their arrival led to a closer look at fabricating operations and the challenges of keeping so many punching and bending machines from various manufacturers in working order while maintaining quality. They decided to begin sourcing from a single company, Amada, for punching machines and press brakes to produce various products. Still, R&S Roof Products held to its business model of purchasing 10-ft.-long steel walkway planks with formed details to prevent slipping. These planks were formed by a manufacturing partner in China, shipped by the container out of China, then were fitted with flashing and other supports inhouse.Supply Problems Lead to Inhouse Consideration
“Because domestic prices were so high from distributors, my father-in-law paid for the tooling and had manufacturing performed overseas, with about 1400 planks per load shipped to us,” McClung explains. “We had to manage the inventory and ensure that we stayed ahead of demand. If we had a large deal beyond what we had in stock, we’d have to order, and that order could take two to three months to arrive. As the roofing systems became more popular, this became a bigger problem.”
 Another problem revolved around material specs for planks, as in the 2020-2021 timeframe, the R&S team found that it could not always confirm that the supplied planks met the G90 (90-weight zinc coating) galvanized steel standard per the product specification. These problems led the team to consider bringing production inhouse to better control supply and material quality, and consultation began with Amada Press System on a stamping solution—a logical choice given McClung’s satisfaction with its growing fleet of Amada fabricating equipment.
Another problem revolved around material specs for planks, as in the 2020-2021 timeframe, the R&S team found that it could not always confirm that the supplied planks met the G90 (90-weight zinc coating) galvanized steel standard per the product specification. These problems led the team to consider bringing production inhouse to better control supply and material quality, and consultation began with Amada Press System on a stamping solution—a logical choice given McClung’s satisfaction with its growing fleet of Amada fabricating equipment.
This path challenged company management, as it not only had to identify needed machinery to produce the planks, but it also needed to develop skill sets to efficiently operate and maintain the machinery, and assume costs related to required tooling. One limiting factor that already had been solved: floor space. By 2021, R&S had moved into a new 30,000-sq.-ft. manufacturing space, which also included a large outdoor storage yard. That’s quite a change from the original 7500-sq.-ft. footprint and 6000 sq. ft. more added later in leased warehouse space.
Press Line the Answer
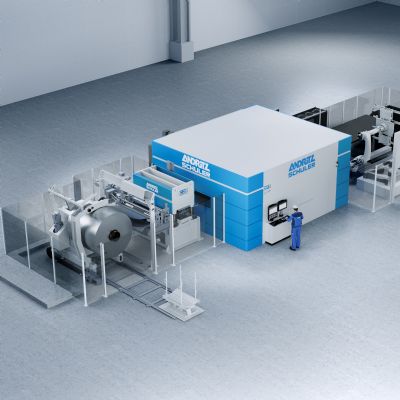
After more than a year of due diligence, R&S Roof Products made the leap to inhouse stamping of the planks, courtesy of Amada Press System. In October of 2023, the firm had its new press and companion feeder/straightener installed and running. The press, a 220-ton model TP 200 FX single-crank mechanical machine, features a standard stroke length of 7.874 in. and can run to 55 strokes/min. Designed to automate single-hit stamping operations and ideal for blanking, bending, drawing and progressive-die operations, the press includes a color touchscreen control. And, to reduce power consumption, TP-FX-series presses offer an Eco-Counter function, allowing them to enter idled states and consume less electricity when reaching preset counts or preset time periods.
The compact LCC HF feeder/straightener comes standard with two sets of entry-coil vertical guide rollers and provides easily adjustable roll pressure through an air cylinder, offer Amada Press System officials. An energy-saving roll lift mechanism with automatic control of pneumatic cylinder pressure for material straightening enables optimization according to stock thickness, and reportedly achieves energy savings of 30 to 50%. Other reported features include large straightening-roll-adjustment handwheels with easy-to-read indicators for improved repeatability, and a control system designed to optimize production efficiency, planning and maintenance. LCC HF series straightener/feeders handle stock widths to 39 in., stock thicknesses to 0.177 in. and coils weighing to 15,435 lb. Feed lengths range from 1 to 19 in., with maximum line speed of 78 ft./min.
“We knew absolutely nothing about metal stamping and leaned on the Amada Press System team to get us up and running,” McClung says. “We were provided with excellent documentation, and our electrician wired and prepped everything. Installation and ramp-up occurred very quickly.”
Quick, Flexible Plank Production
 A team from a Michigan tool & die shop—chosen by R&S Roof Products as its press-tooling supplier—spent 3 days installing tooling, and production got underway. In practice, coils slit to 21-in. widths to match plank widths are fed, straightened and stamped to needed lengths and widths with details added, all courtesy of the five-stage progressive tooling. Typical jobs produce about 300 planks to the company’s ridged specifications, and the new press line delivers greatly appreciated capability for flexibility.
A team from a Michigan tool & die shop—chosen by R&S Roof Products as its press-tooling supplier—spent 3 days installing tooling, and production got underway. In practice, coils slit to 21-in. widths to match plank widths are fed, straightened and stamped to needed lengths and widths with details added, all courtesy of the five-stage progressive tooling. Typical jobs produce about 300 planks to the company’s ridged specifications, and the new press line delivers greatly appreciated capability for flexibility.
One major flexibility benefit: the ability to produce planks of different lengths.
“Prior, for efficiency we bought planks only in lengths of 10 ft. as that length was most common for most of our jobs,” McClung says. “But the ability to run different lengths, particularly for some of our larger clients, has been helpful because now they can reduce the amount of drop off for their projects. These clients tend to want flooring lengths to be precise. We didn’t have the means of being so precise before. Now, we can form in any increment of 3 in., which is divisible at almost every length that we would need.”
Another: the ability to produce planks from different materials.
“Most common for us is 18-gauge G90 steel,” McClung says, “but now we can stamp 14-gauge steel if a job requires heavier-duty planks, or aluminum in 0.080-in. thickness. This material proves highly beneficial for our projects in Hawaii, where the corrosive environments can lead to premature failure of steel systems. Additionally, some projects incorporate a retrofit walkway system around photovoltaic arrays. These roof systems often need walkways, but the existing structures may not be engineered to support the weight of steel. In such cases, a lighter aluminum system is a more suitable choice.
“We’ve been very loyal to our material suppliers, so we have no problems getting the material we need,” he continues. “Even during the pandemic, we never saw disruption because our long-term loyalty put us at the top of the list. And, because we buy so much material for stamping now, our supplier will stock coils because they know that we will use them. We don’t have to take on the financial burden of receiving a full truckload and storing onsite. We don’t like products sitting on the shop floor because that’s space that we could be using for expanding, and a clear floor helps us with efficiency while reducing the potential for accidents.”
Inhouse control of stamping tooling also pays dividends for R&S Roof Products. In the past, planks might arrive with less-effective anti-slip gripping, meaning that the tooling used by the company to form these details had worn.
“Our manufacturing partner didn’t want to absorb the cost to replace the tooling, and if they did, we were charged, and we didn’t know exactly what we were being charged for,” McClung says. “Now, because we have tooling on-hand, we know what must be sharpened or replaced. We can maintain the tooling to ensure that we’re getting a product that meets our standards.”
Opens Up New Possibilities
With more than 6 months’ experience stamping planks, R&S Roof Products has begun to explore new ways to employ the process for productivity gains.
“Of course, changing out a 3000-lb. die presents some challenges, which is a big consideration,” McClung says. “That said, we have products that undergo hand-bending (press brakes) that are great candidates for stamping. This press line need not be a one-trick pony for planks with certain details. We might expand to produce different tread details for different purposes, and we can start looking outside of PEMB products to stamp parts for mezzanines and catwalk systems for the conventional construction industry.”
Automation to gain press-line efficiency also has caught the attention of the firm’s team. This includes downstream automation to free personnel from manual unloading of planks, which will enable quicker plank production. As it stands now, the press line at R&S Roof Products already kicks out 10-ft. planks at a good clip—58 sec. per.
There’s more.
“We’ve considered a concept for the roof-walk system where, as planks exit the press line, a robotic work cell can perform the bending and stacking of finished pieces,” McClung offers.
The future appears bright, indeed, as R&S Roof Products contemplates the possibilities and McClung reflects on his company’s stamping inroads.
“We are excited with how well this project has turned out,” he concludes, “and the PEMB channel continues to grow for us. So far, the press line has been a wise investment.” MF
View Glossary of Metalforming Terms
See also: AMADA Press System America Inc
Technologies: Coil and Sheet Handling, Stamping Presses