How Heat Can Affect Steel Performance
May 1, 2016Comments
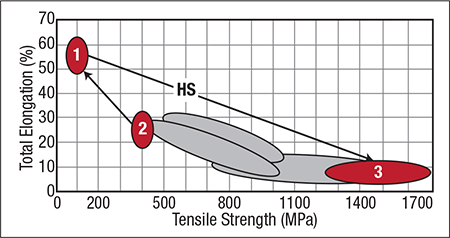
The microstructures of the different types of steel comprise a variety of grain sizes, and grain size impacts an alloy’s mechanical properties. For example, the schematic in Fig. 1 portrays the grains found in a dual-phase (DP) advanced high-strength steel (AHSS). The grains making up the ferrite phase have two important, controlling features—the boundaries and cores of the grain. The grain boundaries are stronger than the cores, so to increase the strength of the steel, smaller grains are formed to reduce the size of the weaker cores. This increases the volume of the stronger grain boundaries. Grain size depends on the available heat.
Steel types ranging from common mild steel to high-strength low-alloy (HSLA) grades are based on a ferrite microstructure. AHSS grades comprise one or more phases other than ferrite. DP steels (Fig. 1), for example, comprise a martensitic structure. 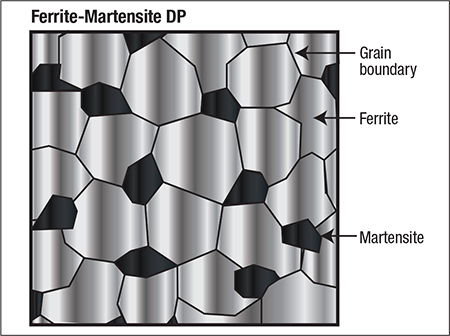
Fig. 1—Schematic of a ferrite microstructure with a highlighted grain boundary. The 10-percent martensite grains exist in dual-phase (DP) steels. AHSS Application Guidelines, Ver. 5.0.
Excessive Annealing
Annealing of steels used to involve placing stacked coils onto a fire-resistant base. A metal tube with a closed upper end was placed over the stack to protect the steel from direct flames. Then, the annealing unit—another tube with attached burners—was placed over the original metal tube. With this process, the steel wraps in the middle of the coil underwent a different heating process than did the ends of the coil, the outer wraps and the inner wraps. This caused mechanical properties to vary along the coil and from edge to edge.
Steel companies now use continuous-annealing lines to achieve well-controlled and consistent grain size and other properties. The speed of the coil in the heat zone remains constant to achieve uniform properties. However, one day a real disaster occurred, when a steel supplier’s annealing rules were violated. As a result, when a metalforming company attempted to stamp the material, very large tears formed. From the bottom edge was a wide tear in the sheet, which ran up through the center of the stamping. From the main tear were a number of side tears that turned into other multiple tears. In between the long tears were groups of small tears. An examination of the surface showed rough pebbles over the flat steel. And, metallurgical examination of the stamping revealed that large grains had formed completely out of control. 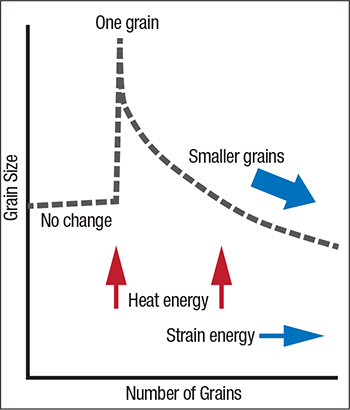
Fig. 2—High heat and strain energy are needed to recreate original smaller grain size in a partially formed stamping.
The cause of the problem? The steel assigned for the stamping had been heated in the annealing furnace zone for more than an hour. When a continuous-annealing line stops for any length of time, the material within the annealing furnace must be cut out of the coil. That did not happen in this case.