







Crashworthiness and the Advanced Grades
During the 1990s and first decade of the 2000s, North America welcomed new advanced high-strength steels (AHSS) such as dual-phase and TRIP (transformation-induced plasticity) grades. This move was accelerated by the results of the UltraLight Steel Auto-Body Advanced Vehicle Concept (ULSAB-AVC) project, completed in 2002. This multimillion-dollar global engineering study showed that remarkable mass savings were attainable by using HSS and AHSS grades.
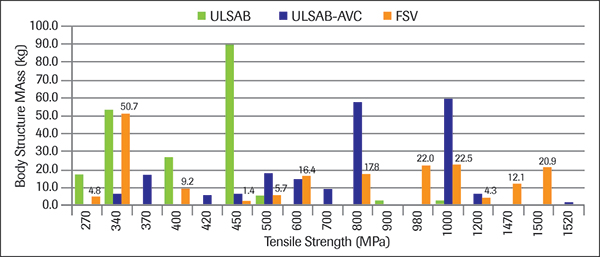
Fig. 4—With the advent of the FSV project, we’re well on our to use of AHSS grades in excess of 1500-MPA tensile strength.
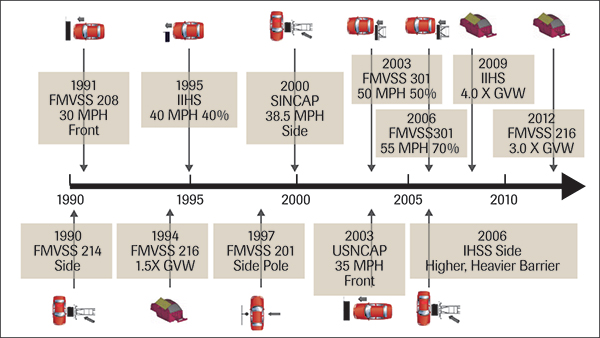
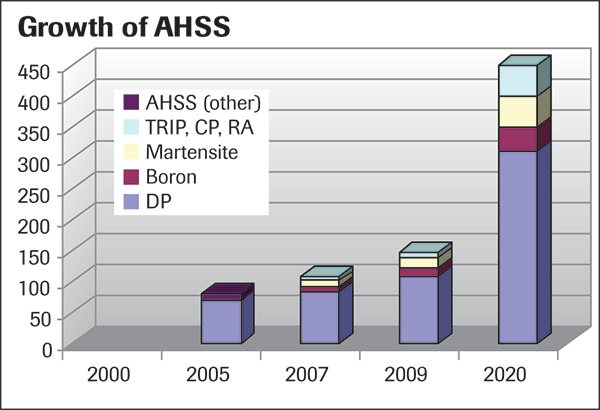
Simultaneously, from 1990 to 2010 the influence of regulations governing vehicle crashworthiness increased dramatically. The National High Traffic Safety Administration (NHTSA) and the Insurance Institute for High Safety introduced more crash tests during this time than during any other period in history (Fig. 1). These regulations stimulated, from 2000 to 2010, the rapid adoption of AHSS grades into vehicles (Fig. 2). These materials became the proven choice for passing new crash tests and avoiding excessive weight gain.
Steel strength now was able to approach and exceed the 1000-MPa barrier. The processes most commonly used to make steel parts at this strength level included rollforming, hot stamping and, to a limited extent for simple parts, cold stamping.
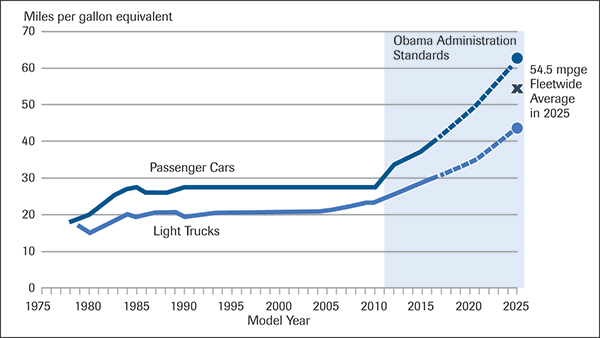
Further need for development of higher-strength steels came from NHTSA and the Environmental Production Agency with the new wave of CAFE fuel-economy regulations, to be implemented from 2012 through 2025 (Fig. 3). Now, in addition to safety, AHSS grades need to contribute to mass reduction so that car companies can improve corporate fleet fuel-economy by about four percent per year until 2025.
An important global steel industry project, FutureSteelVehicle (FSV), was completed in May 2011 with considerable engineering optimization technology leading to results building on the success of the ULSAB-AVC project. In FSV, optimized steel designs were applied to the latest electrified powertrain vehicles, battery electric vehicles, plug-ins and fuel-cell cars. Every aspect of ULSAB-AVC technology is enhanced in FSV, and there is a noticeable shift to higher tensile-strength steels (Fig. 4). The AHSS grades are considerably stronger and more formable—five different grades of AHSS exceed the 1000-MPa level.
Today we see the trend of introducing steel grades with increased tensile strength continuing. For example, an 1800-MPa tensile-strength bumper recently was developed for the Mazda CX-5 bumper (Fig. 5). This represents the highest production tensile-strength automotive part to date. Tensile strengths exceeding 2000 MPa are familiar in parts like aircraft landing gear, but not automobiles. While the processes used to make aircraft parts, such as vacuum arc remelting and forging, are not typical automotive processes, automotive steels are indeed approaching that amazing 2000-MPa threshold.

Fig. 5—This 2014 Mazda CX-5 bumper assembly features a hot-stamped beam of 1800-MPa steel.
Developing the Third Generation of AHSS
The quest for lighter automotive parts and higher standards for vehicle structure and safety continue to inspire research and development of future steels. The Auto/Steel Partnership (A/SP), composed of several automotive steel producers and automakers, together with five universities, two engineering companies and Pacific Northwest National Labs was recently awarded a $6 million research grant along with the United States Automotive Materials Partnership. The grant will support the study and modeling of the metallurgical characteristics of a new generation of AHSS grades, a third generation that will have high gigapascal strength levels and exceptional formability.
The objective is to move high-tensile-strength steels into uncharted territory, so more of them can be cold stamped economically into very lightweight parts. The science that will be employed in this 4-yr. study is called integrated computational materials science. It makes use of the amazing rise in computer-based analysis involving materials models essentially spanning the scales from atomic/nano microstructures all the to assembled vehicle structures.
As new metallurgical steel grades are discovered through such research, more studies dealing with formability, fracture and joining of the new steels will certainly follow. The A/SP is studying these enabling technologies.
So, the answer to the question of how high is high for AHSS: The highest strengths we will see in future vehicles is limited only by the creativity of the engineers and scientists doing the research needed to unlock the seemingly unlimited potential of steel, to satisfy the ever-increasing demands of automotive customers. MFView Glossary of Metalforming Terms
See also: X
Technologies: Materials

