








Software Supercharges Capacity
Now to the good stuff. Everybody likes to see and hear new equipment punching and forming parts, turning raw materials into profits—industry folks call this “the sound of money.” But behind the scenes, at T Tops and companies like it, oftentimes it’s the programming and scheduling software that really sets the tone.
Specifically, the new Campath TRM+ software that has Dugan and his T Top coworkers beaming has “improved our throughput and productivity by 40 to 50 percent,” Dugan says. The software tracks the turret load so that as programs download to the press control, they automatically are updated with current tool locations. This means that as long as the required tools for a job already reside in the turret, operators need not move tools, or manually need to go into the program and rewrite the code.
“Adjusting the turret load or rewriting the programs can take as long as 30 to 45 minutes per job,” says Dugan. “And, of course, that’s not accounting for any mistakes that might occur. The automatic updating of the programs to match the current turret load (which Murata calls “T-code conversion”) makes our operators twice as productive.”
Wait, there’s more. Once a T Tops scheduler has loaded the press control with a day’s worth of programs, Campath TRM+ reviews the programs and sorts them based on material type and thickness, to minimize tool changes. Once a machine’s work load has been optimized by the software, the Motorum operator then can stack the day’s worth of material in the sheet loader in the order it’s needed, to facilitate untended operation.
Tracking Tool Use to Schedule Maintenance
“The Motorum might run 15 to 20 jobs per shift,” says Dugan, “with each job consuming anywhere from one to five sheets; our lot sizes are small, 250 max. We can load four different sheet sizes in the loader; each day the press processes an average of 10 to 20 sheets. All we have to do is make sure we place paper interleaf between stacks of aluminum and steel to prevent contamination, and remove it when cycling through programs.
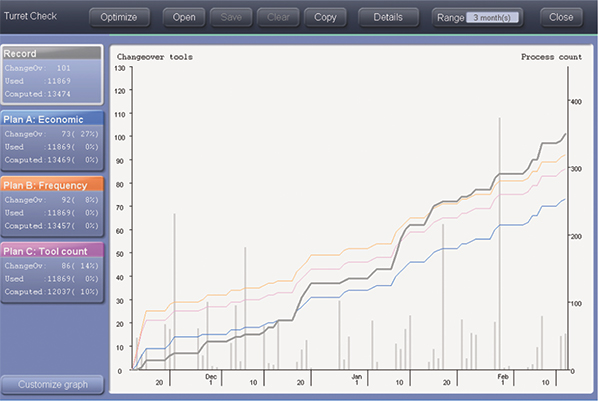
“We also can override the schedule,” Dugan continues, “and prioritize programs, or put programs on hold.” Also found useful by Dugan and his coworkers is the ability of the software to track the number of hits made by each tool, “so we perform timelier tool maintenance—not too much, and not too little,” he says. And, programmers can use the software to simulate each programmed job to ensure proper sequencing, and make adjustments to the program to as needed before the job launches.
Over time, Campath TRM+ software compiles enough data about press production trends and will identify recommended changes to the machine’s standard turret configuration. “After using the software for a few months, we removed several tools from our original standard setup,” says Dugan, “and added others. This resulted in a 15-percent reduction in tool changes.” MFView Glossary of Metalforming Terms
See also: Hypertherm, Inc., Muratec Murata Machinery USA, Inc.
Technologies: CNC Punching


