 Properly tensioned belts on crowned pulleys easily withstand moderate short-term lateral forces without major displacement from center. When side loads increase, manufacturers can add a V-retainer on the underside of the belt to limit off-center drift. The V-shaped profile rides in a groove cut into the pulleys (which reduces pulley rigidity), and a groove running the length of the conveyor bed. This approach allows the crowned pulley to quickly center the belt when the external force is removed, minimizing V-retainer wear. Belt manufactures recommend that V-retainers not be the primary belt-tracking system, due to the high wear incurred by the V-profile. If lateral force is sufficient, the V-retainer will climb out of its groove, possibly damaging the belt.
Properly tensioned belts on crowned pulleys easily withstand moderate short-term lateral forces without major displacement from center. When side loads increase, manufacturers can add a V-retainer on the underside of the belt to limit off-center drift. The V-shaped profile rides in a groove cut into the pulleys (which reduces pulley rigidity), and a groove running the length of the conveyor bed. This approach allows the crowned pulley to quickly center the belt when the external force is removed, minimizing V-retainer wear. Belt manufactures recommend that V-retainers not be the primary belt-tracking system, due to the high wear incurred by the V-profile. If lateral force is sufficient, the V-retainer will climb out of its groove, possibly damaging the belt. Pulley Diameter—Size Matters
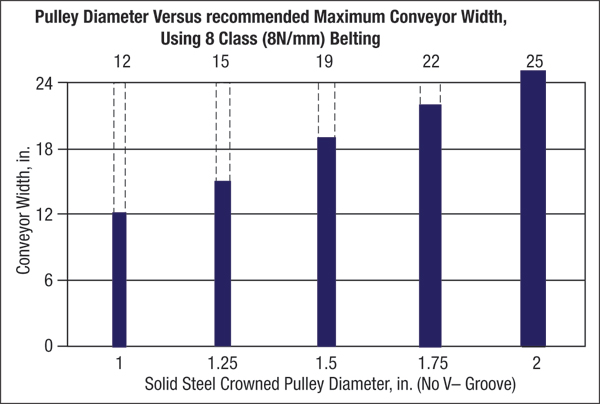
While low-profile conveyor pulleys typically range from 1- to 2-in. dia., this small range can produce a surprising difference in conveyor capacity and performance, as well as belt, cleat and bearing life. Smaller-diameter pulleys may be needed for applications requiring a minimum height profile where speeds and loads are moderate. However, logic dictates that a smaller-diameter drive pulley will have a much greater tendency to deflect as conveyor width increases.
For example, a 1.25-in.dia. pulley without a V-groove will deflect nearly five times more than a 1.86-in.-dia. pulley with the same load. This creates an inherent traction disadvantage for load-carrying purposes, and can negate the crowning effect (belt-centering capability) of the pulley. This is highly problematic in applications that involve reversing, or those with wider conveyors or in accumulating or inclined setups. Flexing a belt over a smaller diameter also accelerates breakdown of the belt structure, leading to erratic operation and shorter life.
When scaled up in width, conveyors with small-diameter pulleys often cannot carry proportionally greater loads. For example, a conveyor with a pulley diameter of approximately 2 in., with a correctly tensioned belt, will carry twice the load at a 24-in. width that it will at a 12-in. width. This rule of thumb does not hold as pulley diameters approach the 1.25-in. range.
Smaller pulley diameters—with their greater tendency to deflect—have limited ability to produce the proper belt tension needed to achieve automatic centering with a crowned pulley. The resulting loss of traction and self-centering can be compensated for by lagging or knurling the pulley, and substituting a longitudinal V-retainer for belt centering in place of a crowned pulley. Because the knurled pulley must now have a V-groove in its center, its rigidity is further compromised. Belt manufacturers, too, discourage knurled pulleys because they invariably abrade the belt underside and resist tracking, which substantially reduces belt life. Further, impacted debris in the pulley knurl, or worn knurling, can lead to belt slippage and mistracking, as well as accelerated belt, V-retainer and pulley knurl wear.
Bearing life also is greatly affected by pulley diameter. A 1-in.-dia. pulley must run at twice the RPM of a 2-in.-dia. pulley to produce an identical belt speed. Small pulley diameters can result in smaller bearings with lower load capacity running at higher speeds, reducing service life. Ensuring that the bearing outer race cannot rotate in the bearing-plate housing can improve bearing performance and avoid the need to replace worn bearing housings.
Drive in Style
Drives are available in a variety of styles. One style gaining in popularity is the external shaft mounted design. This unit is compact, provides perfect alignment and eliminates all couplings, drive belts, chain, sprockets, guards and tensioning. These drives can be radially positioned in 30-deg. increments.When using a conveyor for multiple applications running at lower speeds, consider a variable-speed drive. This will reduce wear and power consumption while providing optimum speed for each application. MF
View Glossary of Metalforming Terms
Technologies: Pressroom Automation