






 |
| Carbon-fiber end effectors reduce cycle time while lengthening the lives of robots. |
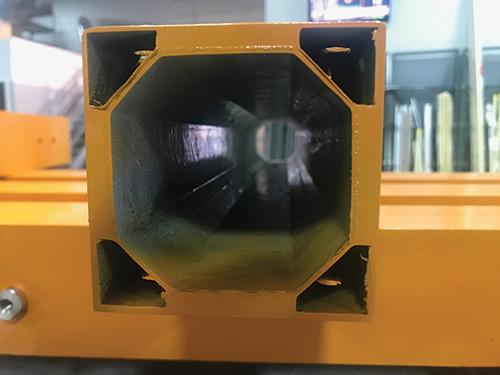
“Conforming to standard, interchangeable sizes, carbon fiber was relatively simple to integrate into the existing end effectors by simply replacing the tubing, based upon a standard 2.5-in.-dia. mainframe with 0.30-in. wall and 1 in. for extensions or cross booms,” Garant says. “Because carbon fiber made the overall tooling lighter, the robot can handle additional part weight, achieving a 10 to 15-percent increase in production weight. Another advantage was a 6-second reduction in cycle time, representing an overall improvement of 15 percent And, part consistency and process repeatability improved due to the harmonic stability of the carbon fiber tooling, creating less bounce on the robotics.”
Further process improvements included increased ergonomics, especially when changing tools. “With aluminum, changing one end effector was a two-person job,” says Garant. “With carbon fiber, two workers help to guide the end effector to its nest, but it’s light enough for one person to carry. Carbon fiber is easier to guide into place because of its rigidity, and it’s less likely to damage magnets and other parts during changeover.”
Another benefit, says Garant, was a reduction in downtime when recovering from a robot crash. Aluminum is prone to breakage, so in the event of a crash, it would break or bend the tool, not only affecting the main part, but also other parts. “Should carbon fiber break, there are no bend issues and little clean up,” he says. “Typically, one half snaps off while the other half is still held in the clamp and there is no dust as with aluminum.” MF
View Glossary of Metalforming Terms
See also: Bilsing Automation North America
Technologies: Coil and Sheet Handling, Pressroom Automation

 Video
Video