






 Aida-America showcased its servo-press technology via two machines, a gap-frame and a straightside model, with both direct-drive presses powered and blanking parts on the show floor.
Aida-America showcased its servo-press technology via two machines, a gap-frame and a straightside model, with both direct-drive presses powered and blanking parts on the show floor. In addition to the press lines, other Aida servo technology on display included its exclusive Allen-Bradley based servo-press control for machines in capacities from 315 to 3500 tons. At Aida’s booth, the control demonstrated several servo-press stroke-motion profiles in real-time on a virtual press.
Brake for Servo-Mechanical Presses
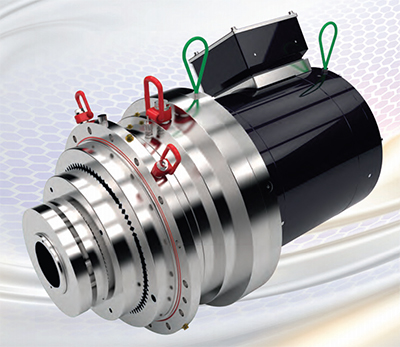 To support servo-press innovation, Desch Canada Ltd. highlighted its Servox brake line. Suitable for use in servomechanical presses, or as a static holding brake with emergency-stop function or dynamic safety brake, Servox units offer a low inner-mass moment of inertia and are free of friction corrosion.
To support servo-press innovation, Desch Canada Ltd. highlighted its Servox brake line. Suitable for use in servomechanical presses, or as a static holding brake with emergency-stop function or dynamic safety brake, Servox units offer a low inner-mass moment of inertia and are free of friction corrosion.
The Servox E standard drive comes equipped with a hydraulically released safety brake on the gear input shaft. Standard gearboxes cover a torque range from 10 to 250 kNm, and have servo motors with a torque range from 1.7 to 40 kNm used as the drive. These compact drives offer press manufacturers a simple installation option for the entire servo drivetrain. What‘s more, a separate safety brake need not be installed on the opposite end of the eccentric shaft.
The Servox SP drive employs a modified planetary gearbox and enables medium gear ratios in a coaxial arrangement, yet the drive reportedly is only a little bit longer than a standard planetary gearbox with a similar output. These drives can be designed to torque ratings of 150 kNm. A two-stage Servox Z drive is available for even higher ratios and a coaxial design. Based on the standard Servox E drive, a second planetary gear, flange-mounted on the output of the first gear stage, enables maximum torque ratings to 2000 kN.
The Servox DS, offers the greatest flexibility in terms of output torque, gear ratio range and motor variation, according to company officials. In this case, the output torque is transmitted via planetary gearing. Depending on the geometric conditions, between two and four servo motors can produce the drive on the input side. Flexible combination of the gear ratio and the number of motors gives rise to a broad range of applications. Torque ranges from 25 to more than 2000 kNm.
Stated overall Servox benefits include low moments of inertia, which shorten cycle times and increase productivity; and high power density that makes for compact dimensions with high torque ratings, which facilitates installation in new and existing machinery.
Enhanced Heavy-Duty Servo Feeds
 Coe Press Equipment used the FABTECH stage to tout the redesign of its heavy-duty (HD) servo roll feeds that enable increased speed and precision in handling thicker materials while delivering a decreased cost of operation, according to company officials. The revamped product line, consisting of the company’s 500, 600, 700 and 800 series, is available in nine coil-width capacities, from 18 to 78 in., with the feeds designed to work with or without a power straightener. The HD feeds can process a range of heavy-gauge materials, including advanced steels, and reach speeds to 319 ft./min., or to 409 ft./min. via the company’s Servo-Piloting option that allows accurate, repeatable pilot timing at speeds greater than 10-times faster than air-piloting mechanisms.
Coe Press Equipment used the FABTECH stage to tout the redesign of its heavy-duty (HD) servo roll feeds that enable increased speed and precision in handling thicker materials while delivering a decreased cost of operation, according to company officials. The revamped product line, consisting of the company’s 500, 600, 700 and 800 series, is available in nine coil-width capacities, from 18 to 78 in., with the feeds designed to work with or without a power straightener. The HD feeds can process a range of heavy-gauge materials, including advanced steels, and reach speeds to 319 ft./min., or to 409 ft./min. via the company’s Servo-Piloting option that allows accurate, repeatable pilot timing at speeds greater than 10-times faster than air-piloting mechanisms.
The new, robust feeds, based upon a modular design, provide ease of maintenance and the flexibility to reconfigure machine options should users’ needs change. Design changes on the HD feeds include a 15-percent increase in journal and bearings sizes, enabling the feeds to handle material thicknesses to 0.750 in. In order to optimize feed performance, Coe reduced the air-cylinder diameter across the product line—minimizing cylinder size reduces the air required to pilot the feeder, helping to achieve faster speeds.
In addition, edge guides have been designed to be more robust and flexible, and a new single-point roll-lift adjustment option helps operators quickly set the optimal roll gap to ensure proper piloting. Both of these features are available in a hand-crank, motorized or automated configuration.
Also, Coe has released two new pull-through straighteners that work in conjunction with the HD feeds.
Low-Torque Presses Boast Compact Design, Flexibility
Eagle Press highlighted its low-torque (PELT and SELT) and high-torque (SEHT) series of servo-driven presses. The PELT and SELT low-maintenance, compact models are designed to interface with all conventional and robotic loading systems.
SEHT models enable maximum flexibility, according to company officials, via programmable stroke (pendulum), velocity and dwell profiles. The SEHT series uses high-torque/low-rpm servo motors along with an energy-management system to optimize power consumption. All Eagle presses are custom-designed to meet user specifications and requirements.
High-Speed Servo-Press Transfer Line
 Komatsu had on display a high-speed robot-transfer press line featuring two of the company’s H1F 60 single-point servomechanical presses along with Orii RHN 120 two-axis robots. The best way to enhance such a line is to control idle time between robot and press and increase transfer speed of robot, according to Komatsu officials, who note that synchronizing both robot and press motions using digital technology has proven best for highest performance. The presses at FABTECH ran at different stroke lengths and speeds while synched with the robot system. Komatsu’s servo presses feature slide accuracy and repeatability in microns and fully programmable slide velocity for optimum throughput. They reportedly offer three times more working energy in the die space but consume 30-percent less electrical power than conventional mechanical presses.
Komatsu had on display a high-speed robot-transfer press line featuring two of the company’s H1F 60 single-point servomechanical presses along with Orii RHN 120 two-axis robots. The best way to enhance such a line is to control idle time between robot and press and increase transfer speed of robot, according to Komatsu officials, who note that synchronizing both robot and press motions using digital technology has proven best for highest performance. The presses at FABTECH ran at different stroke lengths and speeds while synched with the robot system. Komatsu’s servo presses feature slide accuracy and repeatability in microns and fully programmable slide velocity for optimum throughput. They reportedly offer three times more working energy in the die space but consume 30-percent less electrical power than conventional mechanical presses.
 Gap-Frame Servo Press Enables Process and Application Flexibility
Gap-Frame Servo Press Enables Process and Application Flexibility
Stamtec displayed its servo technology, including the iS1-series single-point gap-frame direct-drive servo press. Available in capacities from 88 to 330 tons, the series features Stamtec’s servo-motor-drive technology, where the standard electric motor, flywheel and clutch/brake are replaced with a high-torque, low-rpm servo motor. Proprietary controls specifically designed for the press enable a variety of stroke lengths and slide movement profiles, while supplying full working energy capacity even at low speeds. As a result, users have the flexibility to employ the press for drawing, restriking, warm forming and other processes, and easily incorporate automation and various feed options, according to company officials.
Also, user-defined motion curves allow as many as 20 various segments in a cycle curve, defined by slide-position, speed and pause-duration parameters.
Servo Presses Benefit From Energy-Saving Electro-Hydraulic Actuators
Multipress offered FABTECH attendees insight into its Evolution series of servo-driven presses for applications to capacity requirements of 40 tons, featuring electro-hydraulic actuators. This design efficiently converts electrical energy to mechanical power, resulting in a cost-effective, compact package that only consumes power on demand, saving costly energy while remaining quiet during machine operation, according to company officials.
Sturdy press frames combine with hydraulic-hose-free design to prevent fluid escape, making the machines suitable for clean-environment manufacturing. Additionally, flexible programming allows metalformers to create and store programs to reduce setup time. Applications including assembly, forming and stamping.
Advanced Servo Presses Demonstrate Near-Fineblanking
 As fineblanked parts require precise control of slide motion, speed and material, Seyi-America demonstrated servo presses that are up to the task. Using 4-mm-thick Domex 355 material, the company employed its SD1-176 servo press to produce such parts.
As fineblanked parts require precise control of slide motion, speed and material, Seyi-America demonstrated servo presses that are up to the task. Using 4-mm-thick Domex 355 material, the company employed its SD1-176 servo press to produce such parts.
The company builds direct-drive servomechanical presses in capacities from 88 to 1760 tons, featuring second-generation high-torque/low-rpm servo motors designed exclusively for stamping. These are mated with fast-response controls that allow for unique control of slide speed, position and direction, according to company officials. Capacitor-bank energy storage reportedly provides instant, clean power to the press; eliminates surges on incoming supply power; and reduces overall energy consumption by as much as 40 percent as compared to a conventional press.
Servo Presses in Capacities to 4500 Tons, Plus Other Line Equipment and Controls
Nidec Press & Automation, through its Minster and Arisa presses, provided plenty for attendees looking into servo-driven presses in capacities from 63 to 4500 tons. On display, technology from Nidec Minster, which offers mid-range-tonnage mechanical and servo presses, including its FX2 and P2H-FX models as well as related automation equipment. In addition, Nidec Arisa designs and manufactures large servo and mechanical presses, with its engineering staff specializing in customized systems with unique transfer and material-handling solutions.
High-Speed Servo Feeds
P/A Industries showcased its latest high-speed servo-feed offerings: the Advantage SRF36 with Kinetix drive and the Mini 105. Both feature user-friendly touchscreens for simple setup and programming, according to company officials, as well as texturized rolls for improved traction and jog-to-length. Feed mechanical assemblies are made from heavy cast frames, which are stabilized and then machined. Such design eliminates much maintenance, P/A officials say. User-friendly features include catenary, quick-release handles to adjust roller stock guides; exit support; transition-mounting brackets; positive-pilot-release and other features for eased material insertion; and more.
Energy-Saving Servohydraulic Presses
 AP&T officials were available at FABTECH to discuss the company’s efforts in developing servo-hydraulic press technology, including the company’s own hydraulic test press. The rise in automotive applications for high-strength aluminum contributed to development of servohydraulic presses by AP&T, says Patrik Haglund, the company’s product manager for presses. Forming high-strength aluminum requires relatively high press speeds and high accuracy, notes Haglund, but running hydraulic presses at higher speeds is challenging, and costly from an energy standpoint. Merging the benefits of servo-mechanical presses with the flexibility of hydraulic presses present a solution to that challenge.
AP&T officials were available at FABTECH to discuss the company’s efforts in developing servo-hydraulic press technology, including the company’s own hydraulic test press. The rise in automotive applications for high-strength aluminum contributed to development of servohydraulic presses by AP&T, says Patrik Haglund, the company’s product manager for presses. Forming high-strength aluminum requires relatively high press speeds and high accuracy, notes Haglund, but running hydraulic presses at higher speeds is challenging, and costly from an energy standpoint. Merging the benefits of servo-mechanical presses with the flexibility of hydraulic presses present a solution to that challenge.
In fact, AP&T has developed a hot-stamping process to produce high-strength-aluminum parts in complex shapes that reportedly can reduce weight by more than 30 percent as compared to steel parts. This innovation arose in tandem with, and helped drive advancements in, servohydraulic-press technology, according to Haglund.
The biggest advancement—and advantage—in the company’s servohydraulic press is individual control of each cylinder via servo drives and hydraulics, according to Haglund. This allows parallelism between the press table and the slide, even if more force is needed in one corner of the part or at different heights along the part. If needed, press force remains consistently high during the entire press cycle, he explains, and can be distributed with precision. This delivers efficient, energy-saving operation and less wear on tools and the press itself. In addition, maintaining such control means not having to overbuild dies to compensate for unexpected force.
Redesigned hydraulics represent another advancement. With force and direction controlled via an electric motor, needed valves and other hydraulic components are reduced or eliminated, meaning significantly lower energy consumption, less noise and less maintenance. The reduction in energy usage translates to less generation of hot oil, which in turn requires less cooling components. MF
View Glossary of Metalforming Terms
See also: Coe Press Equipment Corporation, AP&T North America Inc., Stamtec, Inc., Nidec Press & Automation, Komatsu America Industries, LLC Press Technology Division
Technologies: Coil and Sheet Handling, Stamping Presses


