Burnback Control
Wire stickout is the amount of wire protruding past the end of the contact tip (not the gas nozzle as is sometimes assumed). The proper stickout for good arc initiation is about 3⁄8 in. with solid wire.
To achieve good stickout without clipping the wire, the burnback control on the wire feeder stops the motor but keeps the power-source contactor engaged for an adjustable amount of time. This allows the wire to burn back after the operator releases the welding-gun trigger. Note that excess control causes the wire to burn back into the contact tip, where insufficient control can cause the wire to stick and freeze in the weld puddle.
Advanced Starting and Stopping
High-end applications, especially automated setups, demand positive arcs and weld terminations because they are more prone to weld defects (such as cold lap and crater cracking, respectively). When standard start and stop routines do not deliver the desired performance, look for a high-end control with special arc-start and -stop routines.
For stop routines, look for a crater-fill function—crater filling is most important on aluminum alloys. With aluminum, the weld puddle cools much faster than does the base material, because it has a smaller mass. A stop routine that adds filler metal while ramping down welding parameters can help address crater issues.
With some controllers, routines are programmed and selected much the same way a synergic line is selected or simply toggled on or off. Other wire-feed controls enable the user to fine-tune routines by adjusting start/stop voltage, current, WFS and duration.
Finally, in the case of pulsed GMAW, peak current, background current and frequency also are adjustable. Hot-start routines are popular because the added energy when starting a weld can prevent poor fusion.
Bottom line: End-users of advanced wire feeders and controls can nearly eliminate post-weld activity to compensate for poor arc starts and stops.
 |
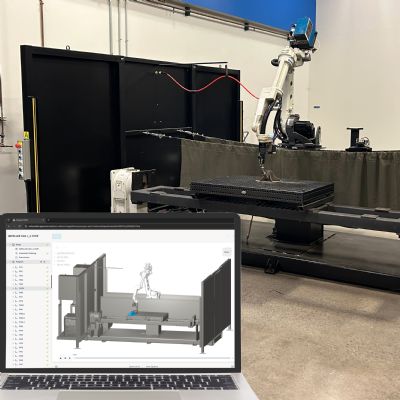
| Advanced wire feeders and integrated welding systems with advanced controls provide the ability to adjust GMAW inductance to help reduce spatter and adjust and enhance wetting action. |
Gas doesn’t just shield the weld puddle from the atmosphere; it greatly influences arc performance, helps cool the weld puddle and extends consumable life. Factory-default wire-feeder settings for shielding-gas control tend to work well for most mild-steel applications. Some operators prefer to add 1 or 2 sec. of gas-preflow time when welding aluminum, as well as on other applications if they notice porosity at the start of the weld.
On aluminum and stainless steel, extending post-flow time helps cool the weld puddle and prevent cracking. Of course, operators must keep the GMAW gun in place after breaking the arc to provide adequate gas coverage.Trigger Lock
Some wire-feed systems enable two basic modes of operation. The standard mode, called 2-stroke or 2T in some systems, means that pressing the welding-gun trigger starts the welding process, and releasing the trigger ends the process. In applications with long welds, hand fatigue can result.
The 4T (or 4-stroke or trigger lock) function enables the operator to release the gun trigger and keep the contactor engaged. To break the arc, the operator presses and releases the trigger a second time.
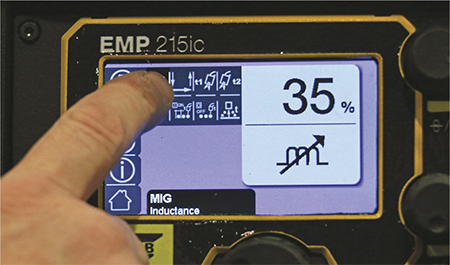
Inductance Control
…works with the short-circuit GMAW process to help reduce spatter and control puddle fluidity. With short-circuit GMAW, the arc turns on and off perhaps 150 times/sec. As the wire dead-shorts into the plate, voltage reaches zero; the current then rises to clear the short and the voltage rises as the arc becomes established.
Inductance controls the rate of rise of short-circuit current. The rate can be slowed so that the short may clear with minimum spatter.
Wire feeders that offer one-knob synergic control allows welders to easily fine-tune the arc.
Inductance also stores energy and then supplies this energy to the arc after the short has cleared, to create a longer arc. Inductance also increases the amount of arc-on time. This, in turn, makes the puddle more fluid, resulting in a flatter, smoother weld bead and perhaps better tie-in at the toes of the weld. The opposite is true when inductance is decreased.
When using solid mild-steel weld wire, use inductance to help control spatter. Generally, use higher inductance values with thicker workpieces and lower inductance on thin work. Solid stainless-steel wires are notorious for creating weld beads with a high crown and ropey bead appearance. Here, a longer arc-on time improves wet-out, flattens the crown and enhances bead aesthetics.
Programmable Memory and Synergic Lines
In job shops, welding operations differ from day to day. Each new job requires setup time and parameter testing. In large operations, manufacturers want all operators across all shifts and all plants to produce consistent results. While very different, both types of companies will benefit from a wire feeder/ controller that offers a programmable memory function, or a synergic machine.
Programmable memory can feature varying degrees of sophistication, from enabling a user to set and recall parameters to providing parameter-adjustment limits. Either way, being able to recall parameters can save hours of setup time and more than a few pounds of scrap depositing test welds.
Synergic lines come with programmed parameters established by factory technicians to deliver optimum results for specific combinations of wire type and diameter, welding process and shielding-gas composition. They also include preset values for creep start, burnback and the other functions noted above; these functions can be toggled on or off in some systems, and they can be adjusted in others.
Several control panels enable one-knob synergic control and will automatically adjust all welding parameters, including those for pulsed welding. Basically, the welder turns the knob one way to weld hotter and faster and the other way to weld slower and cooler. Further, when a welding engineer has determined that a part needs a 1⁄4-in. fillet weld, for example, using particular voltage and WFS settings, synergic controls enable parameter limits—operators can spin the knob all they want and they won’t weld out of spec. Further, to obtain good results, operators need only focus on GMAW-gun mechanics.
Quick Set
While called different names among systems and manufacturers, quick set and smart GMAW functions take performance beyond that of a synergic line. After engaging the quick-set function, the wire feeder will automatically select the optimal short-circuit frequency for the wire/gas combination used. The operator makes a short test weld, and in about 3 to 6 sec. the machine will automatically fine-tune performance. The operator will actually hear the arc as it adjusts to that perfect “sizzling-bacon” sound of the short-circuit GMAW process, with spatter minimized.
Quick set provides smart control. Regardless of the wire type and gas combination used, the control automatically fine-tunes the arc without any need for programming. To weld hotter or colder, the operator simply adjusts a single knob, typically the WFS-control knob. Quick set ensures that all parameters will automatically track. On some systems, the operator may have the option to adjust trim (which is really voltage), to flatten a high crown or otherwise adjust bead profile. Because advanced systems also have memory functions, the operator can store and recall these settings. MF
View Glossary of Metalforming Terms
See also: ESAB Welding & Cutting
Technologies: Welding and Joining