






The Next Logical Move: 3D Tube Cutting
While the firm made its mark fabricating primarily sheet and plate, as its welding department has grown so has its need to fabricate large structural sections. With a substantial amount of its work now comprising structurals—round and square tubing and extrusions to 6-in. dia., with wall thickness to 3⁄8 in.—in addition to plate and sheet to 1.25 in. thick, Jay found itself relying on outside suppliers for 3D cutting.
“We were sending work outside to two or three vendors to support 30 or 40 different assemblies,” says Jameson. “Much of this work comprises very large stock, 10 to 12 ft. long, so we had to find suppliers with large machining centers, or pay for two machining-center setups when a supplier lacked sufficient capacity.”
Fabricating the structural sections also often required sawing and hole drilling, in addition to machining. While Jameson credits the firm’s employees with engineering a solution to keep some of this work inhouse, by developing a fixture enabling tube cutting on its flat-bed three-axis cutting machines, the firm went searching for a better option.

In 2012, Jay purchased this Amada FOM2RI 3015 laser-cutting machine with rotary index station. It can process round tubing 0.75- to 8.66-in. dia. and square tube to 6 in. Maximum tube length: 236.2 in., and 19.6 ft. with one reposition.
In 2012, the search led to investing in an Amada FOM2RI 3015 cutting machine. Its high-speed cutting head features cut-process monitoring (CPM), auto-focus control, a spatter-free pierce function and water-assisted cutting for quick work on plate. And, the head is able to be positioned close to the chuck of the machine’s rotary index. It can process round tubing 0.75- to 8.66-in. dia. and square tube to 6 in. Maximum tube length: 236.2 in., and 19.6 ft. with one reposition.
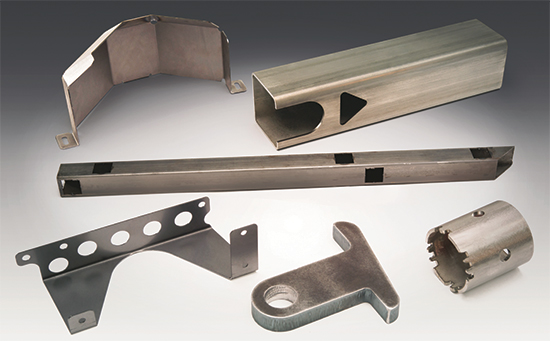
“With the new laser, we’ve been very successful at returning outsourced work to our shop,” says Robinson. “And, we’re using one machine now to cut holes, cutouts and bend lines in the work. This has freed up other machines, eliminated setups and allowed us to nest several parts in one piece of material to minimize scrap.
“We’re providing higher quality products with shorter lead times,” Robinson continues, “at an attractive price. Basically, we’re providing machined parts at laser costs. We avoid sawing, machining, drilling and chamfering operations.”
Gassed Up
While the new cutting machine’s bread and butter certainly is taking on structural work, some 20 percent of its time goes toward flat-stock cutting, serving as added capacity for Jay’s trio of flat-bed machines. But while Jameson doesn’t fret changing the machine over from 3D to 2D cutting, noting a mere 2 min. changeover time, he expects to soon be running 90 to 95 percent structural work on the machine. Purchasing another flat-bed machine, to enable continued growth, appears on the horizon.
“Maybe a fiber laser this time,” Jameson says, “and perhaps additional material-handling automation as well. We already have a 15-shelf material-handling tower, added in 2012, managing the work flow of our two 4000-W machines. We could bring in additional automation in the future.”
Part of Jay’s successful transition from turret shop to laser-cutting specialist rides on the level of expertise it has gained as its employees have climbed the learning curve. Chief amongst this expertise: knowing just the right laser-assist gas to use, based on the application.
Says Robinson:
“We cut all carbon steel using straight oxygen, and all stainless steel and aluminum using straight nitrogen. While the use of nitrogen may slightly improve the process of cutting carbon steel, the cost is double. However, on thicker carbon steel, ½ in. and up, we will mix nitrogen with oxygen for piercing. The benefit: minimal carbon or scale buildup on the edge of the pierced hole, eliminating the need for scale removal.” MFView Glossary of Metalforming Terms
See also: Amada North America, Inc
Technologies: Cutting, Welding and Joining

