







Oversized projections can cause issues. What happens when the stamping tooling wears and projection shape and size moves out of specification? Or if a punch breaks and some parts are missing projections? Out-of-spec projection size leads to an unpredictable process. The weld schedule that provides current for a given size and number of projections continues, but now the projections may be smaller or larger than originally designed. Larger projections will not heat as quickly and they won’t collapse when they should. The weld nugget may not have time to grow or form at all. And, smaller-than-designed projections, or missing projections, create the opposite problems—they may overheat and expel, or collapse too soon. Or, weld nuggets may be small or missing.
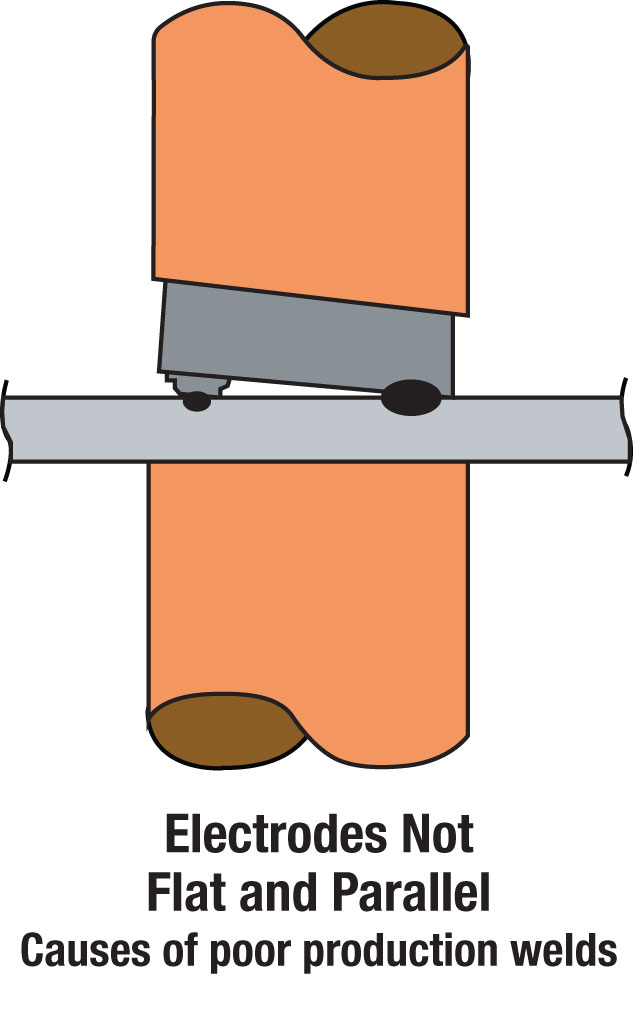 |
| Fig. 1—Causes of poor projection welds include electrodes not flat and parallel. |
What Will Cause Inconsistent Results When Nut Welding?
Successful PW for welding nuts to a substrate requires good equipment alignment to ensure the delivery of an equal amount of force, simultaneously, to all projections on the nut (Fig. 1). Also, the force-delivery system of the PW machine or gun must be able to move quickly as the projections collapse, maintaining full force—called fast follow-up. A large press welder not properly equipped, a sticking cylinder or a slow servo could cause problems.
Any variation in the projections on the nut will lead to inconsistencies. And, nut-feed consistency is imperative. If the feeder misplaces a nut, momentary misalignment can occur.
Force follow-up: As the projections begin to heat during welding and collapse, the weld head must maintain force and full pressure on each projection as it collapses. This ensures good, strong welds. If the weld head sticks, weld strength will suffer; in extreme cases, no weld and flash, expulsion or spatter may result.
Weld schedule: A proper weld schedule will help ensure the use of the recommended weld force, bringing the projections to temperature and forging the weld with the proper fast follow-up.
What Type of Equipment is Used for PW?
Traditionally, PW uses AC controls and power supplies, and either a press-welding machine or fixed-station welding guns. Both setups provide good alignment and can be designed for low-inertia fast-follow-up systems. Rocker-arm machines do not work well for PW, since they apply force in an arc and do not hold good alignment. In all cases, ensuring optimum quality requires the use of fast follow-up cylinders or servos.
The accuracy of mid-frequency DC (MFDC) welding machines allows these units to work well for PW. To enable MFDC machines for PW, machine developers introduced fast-rise-time technology—standard MFDC typically exhibits slow current rise. Another choice for nut and stud PW: high-energy capacitive discharge (CD) machines.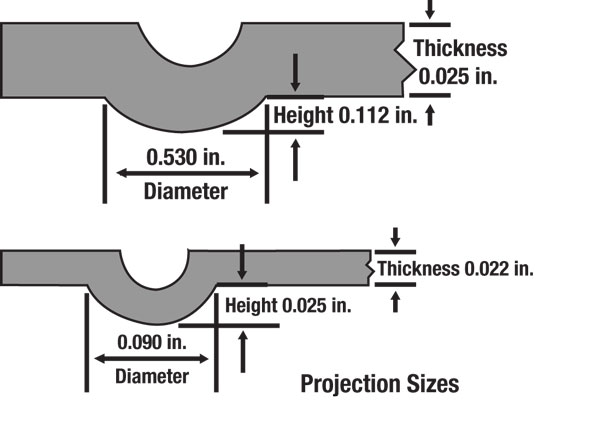 |
| Fig. 2—Typical projections for welding low-carbon steel. |
Why Projections Vary From Pointed to Round
Projection shape varies due to the weld-nut manufacturing method, cost and final product-design requirements. Nuts generally are formed with three to six projections on one side; higher strength applications may require more projections. Projection shape also varies from pointed to rounded with various heights. The type of workpiece material also may dictate the projection style, as well as the weld schedule and the need for tempering (if working with high-strength steels).
How Do You Design a Projection for RW?
Projection size (height and diameter, (Fig. 2)) and design will depend on the workpiece material and thickness, and the location. Some PW does not require a specific projection design, as with cross-wire welding—merely place the two wires in contact at 90 deg. Two flat pieces of low-carbon steel, however, require a projection of some sort. MF
View Glossary of Metalforming Terms
Technologies: Welding and Joining

