






 That’s the conclusion reached recently by the engineering team at Nashville-based metal former Feintool Tennessee Inc., a Tier One and Tier Two automotive supplier of clutch plates and other transmission components and assemblies. The facility equipment list boasts a pair of conventional mechanical presses (500- and 2000-ton models), a pair of servomechanical presses and five fineblanking presses that do a tremendous job turning stamped transmission components at high speed and high volumes. To keep pace with production requirements, the firm, in addition to installing a new fineblanking press in mid-2020, also recently invested in a CD projection-welding machine―an automated Glamatronic portal-style machine provided by T.J. Snow, Chattanooga, TN.
That’s the conclusion reached recently by the engineering team at Nashville-based metal former Feintool Tennessee Inc., a Tier One and Tier Two automotive supplier of clutch plates and other transmission components and assemblies. The facility equipment list boasts a pair of conventional mechanical presses (500- and 2000-ton models), a pair of servomechanical presses and five fineblanking presses that do a tremendous job turning stamped transmission components at high speed and high volumes. To keep pace with production requirements, the firm, in addition to installing a new fineblanking press in mid-2020, also recently invested in a CD projection-welding machine―an automated Glamatronic portal-style machine provided by T.J. Snow, Chattanooga, TN. 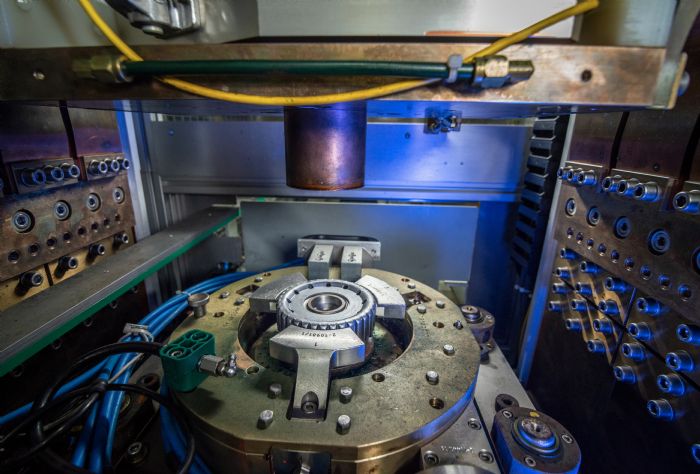 The CD projection-welding process proves ideal for quick and repeatable high-production processes that require tight dimensional tolerances, such as those found at Feintool, which employs the process to assemble all-wheel-drive disconnects. The assembly, as described to MetalForming by manufacturing engineer Steven Childers, comprises a stamped clutch basket (of 2-mm-thick high-strength low-alloy (HSLA) steel) projection welded to a forged and machined cylindrical shaft (of Type 5120 low-carbon chromium-bearing steel, 5 mm thick at the weld joint). Childers notes that while other metal formers call on laser welding for assemblies such as these, Feintool finds that its projection-welding setup proves more efficient and cost-effective, while delivering high process repeatability and weld quality.
The CD projection-welding process proves ideal for quick and repeatable high-production processes that require tight dimensional tolerances, such as those found at Feintool, which employs the process to assemble all-wheel-drive disconnects. The assembly, as described to MetalForming by manufacturing engineer Steven Childers, comprises a stamped clutch basket (of 2-mm-thick high-strength low-alloy (HSLA) steel) projection welded to a forged and machined cylindrical shaft (of Type 5120 low-carbon chromium-bearing steel, 5 mm thick at the weld joint). Childers notes that while other metal formers call on laser welding for assemblies such as these, Feintool finds that its projection-welding setup proves more efficient and cost-effective, while delivering high process repeatability and weld quality.In operation, the shuttle table moves a precision locating fixture, holding the parts to be welded, into the CD-welding machine. A hydraulic power unit applies pressure to the weldment and once reaching the programmed weld force, the machine discharges the electric energy from the capacitors through transformers, generating resistive heat through the weld projection. This heat coupled with the hydraulic force fuses the two components together. The procedure occurs twice in rapid succession, first to complete the weld, followed by a second pulse, with the energy input set about 30-percent higher, to locally heat the weld zone―equal to annealing followed by a hardness reduction.
“The machine is remarkably fast,” says Childers, “able to complete the cycle in 8 sec. When running with two operators we can produce 800 welded assemblies per tool. Running both tools, maximum output from the cell is 1600 assemblies/shift.”
A Bevy of Benefits
 Among the benefits of the CD-welding process, explains T.J. Snow welding engineer Jeff Morgan, compared to conventional resistance welding:
Among the benefits of the CD-welding process, explains T.J. Snow welding engineer Jeff Morgan, compared to conventional resistance welding:
- Minimal HAZ
- No alteration of workpiece metallurgy
- No surface deformation
- No spatter
- Long electrode life
- Monitoring and documentation standard in all models
- Water cooling of the electrodes typically is not required.
“The ability to control weld hardness with the process is critical,” says Morgan, “to avoid cracking, as is ensuring consistent weld depth to obtain the required strength.”
Childers certainly agrees. “When we torsion-test these weldments,” he says, “they consistently either fail in the parent material, or they max out the testing machine—which is 2.5 times the specification from our customer.”
Commenting on electrode life, Childers says that the electrodes—RWMA (Resistance Welding Manufacturers Association) Type 2 (copper-chromium-zirconium) ring-style electrodes—last about 30,000 discharges between dressings. The top cylindrical electrode has a 7-mm wall thickness to evenly distribute resistance through the projection.
The most critical variable in the process, Childers shares, is in the geometry designed into the projection—a proprietary feature. Once that’s successfully developed, all that remains is dialing in the machine variables—weld energy and weld force.
Process Monitoring, Data Collection
When discussing the process variables, Childers heaps praise on the ability of the machine control to monitor the variables during each weld cycle—a feature available on all T.J. Snow/Glamatronic CD welders. These variables include the stack-up height of the weld joint prior to welding; the amount of projection collapse during welding and the rate of collapse; the amount of energy stored and then released with each pulse; voltage and weld time; and the final reduction in the thickness of the weld zone.
T.J. Snow’s Morgan adds, “As the electrodes close on the part, force is developed, energy is released and the part heats up. The projection begins to move into the plastic state and there’s a reduction in thickness of the weld area. This collapse of the projection requires the machine to ‘follow up’ by continuing to close the electrodes at a precise rate in order to maintain consistent weld force. Without adequate follow up expulsion can occur, resulting in lack of fusion and poor weld quality.”
Childers and his team have established process windows for each parameter. If any parameter falls outside of its window, it triggers a machine stoppage and lockout. Then, the machine cannot be unlocked until the operator removes the part from the weld fixture and sends it down a reject chute, which houses sensors to clear the fault and allow the machine to return to service.
In addition, Feintool’s customers can ask for the data collected from any job run through the CD welding machine. Since every variable for every discharge pulse is stored on the machine, this data easily can be exported into an excel file. MF
View Glossary of Metalforming Terms
See also: T. J. Snow Company
Technologies: Welding and Joining


