








The Perfect Wire
As part of voice-of-customer industry research projects in 2015 and 2016, Esab interviewed welding, production and manufacturing engineers at dozens of companies in Europe, Asia and North America. They were asked: What results does the perfect filler provide? With weld integrity as a prerequisite, these experts overwhelmingly said, “We want a GMAW wire that eliminates rework.”
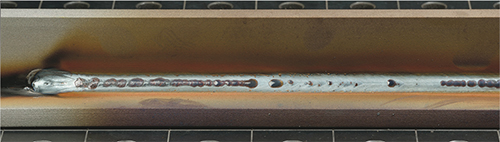
Filler-metal manufacturers have responded to customer demand for such materials with S-6 filler wires that combine enhanced compositions and innovative coating technologies. The enhanced metallurgy reduces overall formation of silica islands, and creates a slag that self-releases or easily brushes off (Fig. 2). As a result, users spend more time engaged in productive activities and less time cleaning. For example, a construction-equipment OEM reduced arc-ignition errors by 66 percent in multipass applications (Fig. 3) using an enhanced S-6 wire. Previously, excess silica islands prevented positive arc ignition. When this occurred, the manufacturer needed to shut down a robotic-welding station and spend an average of 3 min. to clean the silica islands. With a rate of $280/hr. in the station, each stop cost $14.
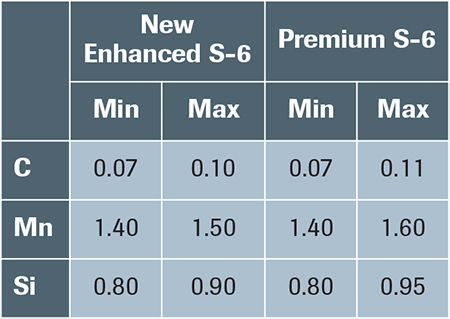
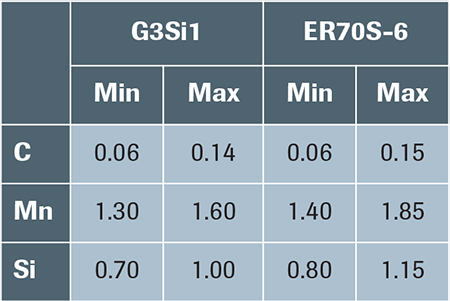
Fig. 4—Enhanced wires have even more tightly controlled ranges than other premium wires.
Fig. 5—S-6 wire composition standards as set by EN/ISO and AWS.
 |
| Fig. 6 |
Batch-to-batch consistency, especially in robotic applications, also can be an issue. To address this, wires with enhanced metallurgy use a tightly controlled range for the primary alloying elements of a mild-steel wire (carbon, manganese and silicon), as well as tightly controlled amounts of as many as 17 raw elements (Fig. 4).
By way of comparison, the acceptable range for alloying elements is fairly broad (Fig. 5). As a result, standard S-6 wires open themselves up to significant variations in batch-to-batch performance, which in turn can create the need for constant fine-tuning of welding parameters. If spatter levels increase, one culprit could be a change in metallurgy.
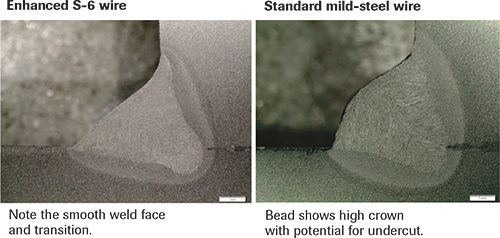
Enhanced S-6 wires also provide good puddle fluidity. As Fig. 6 shows, these wires provide a flat bead profile and excellent tie-in at the weld toe. They can reduce or eliminate the need for gas-tungsten-arc dressing or grinding to remove stress concentrations, which may be required in other situations.
Coating Considerations
 |
| This fabricator of replica race cars uses a noncopper-coated wire because it runs more smoothly and reduces issues related to clogged tips and liners. With consistent batch-to-batch performance, operators can set it and forget it, even after starting on a new pallet of wire. |
In addition to enhancing the wire formulation, the next generation of GMAW wires uses innovative wire-coating technologies that stabilize the weld process and provide superior arc stability. As a result, tests show that they can reduce spatter by as much as 30 percent.
Coated or Not?
Most standard S-6 wires use a copper coating, and many in the industry incorrectly believe that the coating improves current transfer, reduces tip wear and protects against rust. In fact, manufacturers use a copper coating as one of their options to improve wire-feed performance. One downside of a copper-coated wire is that particles flake off and clog the gun liner and contact tip. Left unchecked, this clogging creates a drag on the wire and poor wire-feed performance, which in turn may lead to erratic arcs and excess spatter, and even cause the wire to burn back to the contact tip—all of which cause unplanned downtime.
Faster Is Better While noncoated wires inherently benefit robotic applications, they are essential for the Swift Arc Transfer (SAT) process. SAT uses smaller-diameter, noncoated solid wires at fast wire-feed speeds to increase current density, which in turn can increase deposition rates. For example, a demonstration of pulsed GMAW vs. SAT showed how SAT offered travel speeds of 46 in./min., twice as fast as pulsed GMAW.
For applications where flaking is an issue, premium noncoated wires are an option, as they generate far fewer particles and enable a longer run time between scheduled maintenance and liner and tip replacement (Fig. 7). These wires feature a proprietary coating that is not obvious to the naked eye.
To confirm performance, Esab worked with ISF Aachen, a German welding-research authority, to conduct a benchmark survey that compared premium noncoated wires with a wide selection of copper-coated wires. Results prove that the noncoated wire runs longer without burning back to the contact tip (more than 330 min. of continuous welding compared to 220 min. or less for copper-coated wires), requires less force to feed, increases arc stability and reduces spatter.
Engage with the Experts
If there is one take-away for welding, production and manufacturing engineers, it should be that filler metals within an AWS classification offer widely varying degrees of performance, and this is true whether working with solid wire, aluminum wire, stainless-steel wire, etc.
While there is no perfect filler wire, manufacturers can adjust wire formulations to address specific manufacturing needs (and still ensure that the wire meets classification requirements). The best way to accomplish this is by engaging with filler-metal experts who understand your production requirements and can recommend solutions accordingly. MF
View Glossary of Metalforming Terms
Technologies: Welding and Joining
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Welding and Joining
Welding and JoiningTurck Introduces Automated Weld-Water Detection System
Wednesday, June 25, 2025
 Welding and Joining
Welding and JoiningAWS Releases Updated Standard for Welding Terminology
Wednesday, March 19, 2025
 Welding and Joining
Welding and JoiningAI for Resistance Welding? Six Predictions on its Positive I...
Wednesday, February 19, 2025