Pressure Strippers—Part 2
September 1, 2009Comments
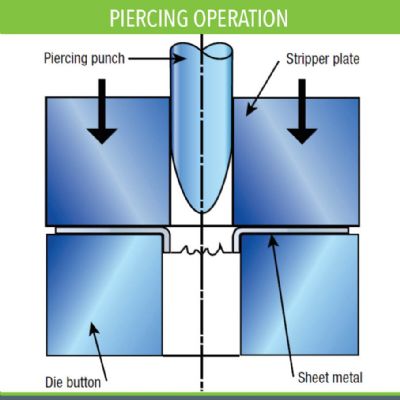
A force is required to remove the sheetmetal from around the punch steel in a cutting die. The action is referred to as “stripping” and the device is called a stripper plate.
A solid stripper, sometimes referred to as a bridge stripper, is the simplest and least expensive stripper plate design. A steel plate is machined with a channel on one side. The channel is machined wide and deep enough to
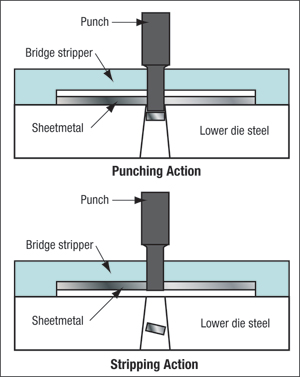 |
| Fig. 1—Bridge stripper |
The main advantages of the solid stripper are its simple construction and low cost. They are ideal for short-run dies where low cost is a primary consideration. Solid strippers are an excellent choice when cutting extremely heavy sheetmetal or plate. In these instances the stripping forces required are extremely high and it may not be possible to produce enough stripping pressure, especially when limited die space is available.
Solid strippers have several limiting factors that must be considered. They are generally used with sheetmetal that is cut into strips and fed by hand. Clearances in the solid stripper channel allow the sheetmetal to shift slightly, which may require wider strips to ensure complete cuts are made in the cutting stations. Thin materials can be particularly troublesome due to their tendency to distort, buckle or jam in a solid stripper. The most significant limitation is that solid strippers apply no holddown force on the sheetmetal as it is being cut.
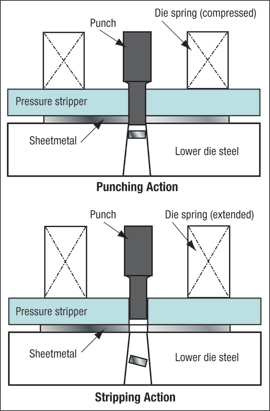 |
| Fig. 2—Spring pressure stripper |
Stripper plates are typically made of cold-rolled steel that is not hardened. Removable window plates may be machined and inserted into the stripper face to provide easy access to the punches during production. Hardened plates also may be inserted into the stripper face to provide a hard surface in high wear areas.
The most common source of stripping pressure is a die spring, made of heavy square or round wire and usually rated by the number of pounds required to compress the spring 0.100 in. Die springs are available in a variety of diameters, lengths, wire shapes and wire sizes. (See the article in this issue, pages 22-23.) Common pressure ratings include medium, medium-high, high and extra-high pressure. As a general rule, als use as many springs as the die will accommodate that will produce the required load with the least amount of deflection. This will increase the useful life of the springs and reduce the chances of spring failure.
In a spring stripper system, the springs build up in force as they compress during die closing. Although 50-percent compression is possible for medium-pressure springs, it is usually routine to limit travel to 30 percent of the spring’s free length in order to ensure long life. As a rule, medium-to-high-pressure springs are compressed 25 percent while high-pressure and extra-high-pressure springs are limited to 17 percent and 15 percent, respectively.
Keep in mind, maximum spring force is realized at maximum compression. This means full stripping force is not available throughout the entire stripping action on the press upstroke. As the die opens, the pressure decreases as the springs lengthen. As a result, springs may not provide enough force for high stripping loads in applications requiring tight cutting clearances, thick sheet materials or high-strength materials. In these cases, nitrogen gas springs may be required.
Nitrogen gas springs offer a host of benefits. They provide on-contact force and require no preloading. They are available in compact profiles that require less die shut height while providing high, repeatable forces and long life cycles. Gas springs enable achievement of desired force with fewer springs. They are easily and economically repaired when necessary. Nitrogen gas springs also may be operated in a linked system, providing pressure control via a control panel located outside of the die. This provides more accurate pressure control, especially in dies where longer spring deflection is required. MF
View Glossary of Metalforming Terms
Technologies: Tooling

 Video
Video