Combination Blanking and Drawing
April 1, 2010Comments
Question: We are designing a combination blank and draw die. This is not the first time we have designed and built a die like this, but I believe we have not been using the right formulas in the past to calculate press tonnage. On several occasions we had to move our dies to a larger press because the press we selected did not have enough power. In fact, the press slowed down noticeably during production. When we moved the die to a larger tonnage press the problem went away. Both are mechanical presses.
I don’t want to repeat the same mistake so I was hoping you could recommend the correct formula(s) we should be using for our tonnage calculations.
A: When a mechanical stamping press slows down during continuous operation, the problem usually lies with press energy, not press tonnage. However, deep drawing in mechanical presses presents unique problems related to press tonnage, so we’ll need to address both. I will address press tonnage issues in this month’s column and press energy next month.
The tonnage rating of a press is the maximum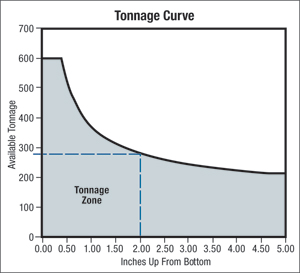 |
Before we can address derated tonnage issues, we need to ensure that your blanking and drawing tonnage calculation methods are valid. The two formulas you supplied to me were:
Blanking = blank thickness x tensile strength x blank circumference/2000
Drawing = blank thickness x yield strength x drawing circumference/2000
Let’s look at the blanking forces first. Although not technically correct, the formula would probably be okay as is. Substituting shear stress into the formula is more technically correct than the use of tensile strength. But since shear stress data can be hard to come by, applying tensile strength will simply provide a margin of safety in your results. This safety margin compensates for stripping forces not included in your calculations.
The drawing formula, however, has some serious problems. First, it is imperative that tensile strength be used in the formula because work hardening will continuously increase flow stress up to the ultimate tensile strength of the workpiece material. Since tensile strength can be double the yield strength or more for some materials, the calculated results would greatly underestimate the required tonnage.
A significant component missing in your formula is the draw pad (blank holder) tonnage. Draw pad force is generally one-third the drawing force, a significant force that cannot be over looked.
I recommend using the following formula for calculating drawing force: