Chris Keahn is North American sales manager at Tecnomagnete, which makes quick-change magnetic clamping only. He concurred that accelerating die changeover time is still a challenge. “Speeding up quick die changeover time is the main reason people come to us.”
Chris Keahn is North American sales manager at Tecnomagnete, which makes quick-change magnetic clamping only. He concurred that accelerating die changeover time is still a challenge. “Speeding up quick die changeover time is the main reason people come to us.”
In the May/June 2013 Stamping Journal article “Quick die change: About the time in between,” p. 24, Serapid Inc.’s Carol Herriges, marketing manager, and John Remington, QDX sales manager, pointed to the efficiencies gained by moving activities from the “internal” time period to the “external” time period. That is to say, stampers can reduce downtime during die changeover by performing coil line threading, adjustments, lubrication setup, and similar activities while the press is running to reduce downtime.
The OEMs relayed what they are doing to help stampers manage those challenges.
SJ: How is your equipment and technology evolving to help meet challenges? What have you done with QDC technology that is new?
Rogner, Atlas: We look at each press cell individually and implement equipment strategies that increase press uptime and make die handling easier and safer. Each individual solution is tailored to the customer’s specific situation.
At a more technical level, we utilize the latest technologies in drive systems and positioning feedback to enhance responsiveness and reliability.
 Automated storage and retrieval systems help stamping companies manage die storage and handling issues too (see Fig. 3).
Automated storage and retrieval systems help stamping companies manage die storage and handling issues too (see Fig. 3).
Fischer, Hilma: We have a variety of products that can provide custom clamping and handling for most applications, with a mix of standard products.
Newer components include smaller and more economical electrical and pneumatic power units, suitable for small and midsize QDC systems and presses.
Additional die handling products include hydraulic or spring-actuated ball and roller lifters. The positions and spacing of balls and rollers in the lifter bars can be adjusted to fit the application. This can greatly reduce costs when moving lighter dies. Ergonomic hydromechanical manual clamps, with clamp force indicator pins, can provide high clamp forces and very little tightening torque.
 Keahn, Tecnomagnete: We have reduced the thickness of our magnetic plates. When retrofitting a press with magnetic clamping, we can now minimize the amount of daylight the plates displace.
Keahn, Tecnomagnete: We have reduced the thickness of our magnetic plates. When retrofitting a press with magnetic clamping, we can now minimize the amount of daylight the plates displace.
Herriges, Remington, Serapid: Die lifters often can help cut adjustment time, and easily adjustable or fully automated clamps can simplify the setup. Other options are die subplates, bolster extensions, and a die changer (see Fig. 4).
SJ: What clamping types, die transport styles, and die lift styles are available, and how do stampers choose which is right for their operation?
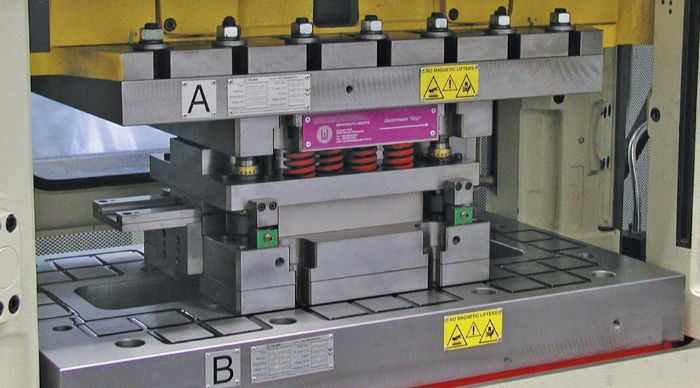
Rogner, Atlas: We support many types of upper die clamping systems. Generally, hydraulic, magnetic, or manual upper clamping is used (see lead image). A detailed cost-benefit analysis is required to evaluate clamping methods. In addition, safety and plant personnel involved in the die change process should play a role in the decision-making.
 Regarding die transporting, we see a significant increase in interest in trackless die transporters. Die lifters are available in spring, pneumatic, and hydraulic models (see Fig. 5). These are used based on die weight and bolster configuration.
Regarding die transporting, we see a significant increase in interest in trackless die transporters. Die lifters are available in spring, pneumatic, and hydraulic models (see Fig. 5). These are used based on die weight and bolster configuration.
Fischer, Hilma: We work directly with the user to customize a system for their needs. This includes types and quantities of clamps, die rollers, die supports, pumps, and valves (see Fig. 6).
Keahn, Tecnomagnete: A wide range of clamping devices are available these days, but we specialize in magnetic clamping. I commonly see die lifters being used with our plates to allow for quick removal and the ability to line up tools quicker by adding locating holes.
 SJ: How has QDC evolved since it first was introduced? Without divulging trade secrets, in a general way, what innovations can stampers expect to see next year? In the future?
SJ: How has QDC evolved since it first was introduced? Without divulging trade secrets, in a general way, what innovations can stampers expect to see next year? In the future?
Rogner, Atlas: The use of the manually controlled overhead crane in die change and die handling will be reduced or eliminated. Die change functions, press changeover, and automation changeover will evolve into a more integrated function. Magnetic die clamping will become a more accepted method for clamping dies in presses. This method of clamping has some obstacles in implementation, but once this method is fully understood, the benefits of such systems are substantial.
 Fischer, Hilma: Some customers require hands-free clamping in die change systems, which means auto- positioning and automatic clamp equipment with multiple proximity switches, to integrate the clamp position and status to the press controls. Electromechanical clamps for hydraulic-free applications are another. Magnetic clamp systems with force evaluation systems analyze the clamp conditions and provide the operator with the resultant magnetic clamp force on the die set.
Fischer, Hilma: Some customers require hands-free clamping in die change systems, which means auto- positioning and automatic clamp equipment with multiple proximity switches, to integrate the clamp position and status to the press controls. Electromechanical clamps for hydraulic-free applications are another. Magnetic clamp systems with force evaluation systems analyze the clamp conditions and provide the operator with the resultant magnetic clamp force on the die set.
Herriges, Remington, Serapid: The most complete—and initially the most expensive—option is a fully automated system that can move dies from storage to the press, clamp them, take out the die that’s no longer needed, and store it while staging the next die at the press, all without operator intervention. Typically considered with greenfield sites, or completely new plant construction, this system removes a lot of the potential for error, makes the best use of the shop floor, nearly eliminates wasted internal time, and often provides the best savings over time.
Keahn, Tecnomagnete: When we first developed magnetic clamping, our magnetic plates were 2 in. thick. Now we have them down to 1.47 in., so we have decreased the amount of daylight being lost. We have added a dual mag feature which eliminates vibrations between the magnets and press slide or bolster.
Technologies: Tooling







 QDC equipment itself—mechanical, magnetic, hydromechanical, hydraulic, spring, electromechanical, swing, sliding, swing sink, wedge, and traveling die clamps; ball, roller, hydraulic, and spring die lifters, bolster extensions, rails, controllers and aligners; carts, T-tables and power pallets; and controls—is being upgraded and their lines expanded to meet evolving requirements for speed and safety (see Fig. 1).
QDC equipment itself—mechanical, magnetic, hydromechanical, hydraulic, spring, electromechanical, swing, sliding, swing sink, wedge, and traveling die clamps; ball, roller, hydraulic, and spring die lifters, bolster extensions, rails, controllers and aligners; carts, T-tables and power pallets; and controls—is being upgraded and their lines expanded to meet evolving requirements for speed and safety (see Fig. 1). Several die change equipment manufacturers told Stamping Journal what their customers tell them about their challenges with die handling and changeover.
Several die change equipment manufacturers told Stamping Journal what their customers tell them about their challenges with die handling and changeover.
 Webinar
Webinar