





The Business Case
The business case for investing in a transfer-press line is difficult to make in this economic environment. There also is a disadvantage to running smaller parts in a larger-frame transfer press with high-end automation; thus the need for a plate-mounted in-die transfer or a press-mounted system on a smaller press. These fully mechanical solutions are simple and present lower risk than does moving to a low-cost country for production. Mechanical automation can accommodate the needs of a process for about 30 percent of the cost of a fully programmable electronic transfer system. A die-contained transfer may be quickly and inexpensively moved from press to press and plant to plant.
Typically, during conversations with customers relative to all-mechanical automation, the conventional thinking is that this solution can prove very restrictive. While such a setup may not offer the same level of flexibility as a fully programmable servo transfer system, some extra up-front consideration can allow processing of a nice array of parts in one mechanical-transfer stamping cell.
For Example: Oakland Tool and Manufacturing
Oakland Tool and Manufacturing (OTM), Fraser, MI, part of an umbrella group that also includes Madison Die and Engineering—a prototype and die-build company—and medium-volume stamper Gaylord Precision Tool, sits in the shadows of several now-closed automotive tier stampers. OTM remains viable because of several strategies, including paying attention to employing best practices in running production parts.
OTM supports the Tier One and Tier Two markets with medium- to high-volume stampings, including stamping of one key structural component for the Ford F-250 and F-550 trucks. OTM also performed prototyping and development work for the program.
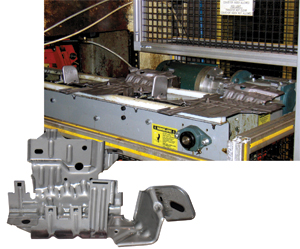
Once prototyping activities were completed, OTM’s customer was to market-test the part for production. In order to be competitive and secure the business, OTM evaluated material savings from nesting the blanks in an offline operation, hand loading the blanks into a blank feeder, and running the process with a mechanical transfer system. It already had a 300-ton mechanical press with an 84 by 48-in. bed and a 16-in. stroke. It sought an inexpensive method to apply transfer automation to the press and to present blanks to the automation. Working with HMS Products Co., OTM purchased a hand-loaded blank feeder and a Series 500 full-mechanical transfer system, with part-specific engineered finger tooling integrated into the die design.
Because of the limited press size, HMS faced a number of challenges in fitting the automation, dies and transfer finger tooling through the press uprights. Arial cam elements in the dies needed to be watched closely to avoid timing-curve interference in the 16 in. of press stroke.
Design collaborations between OTM and HMS overcame these challenges and resulted in a line that operates at 15 strokes/min., and which has produced 375,000 stampings/yr. for several years now.
Says Jim Tomlin, OTM engineering and tooling manager: “The transfer and loader unit have exceeded our expectations. Aside from lubrication and the most basic preventive maintenance, this system just runs. Other benefits include built-in error proofing of the finished parts, and less downtime than many of our progressive applications.” MF
View Glossary of Metalforming Terms
See also: HMS Products Co.
Technologies: Tooling

 Video
Video
