







 “We’re a Tier One and Tier Two diversified manufacturer,” says Stuart Rubin, Engel Diversified president, “but our roots are in metal stamping and toolmaking.” Founded in 1988 by Jack Engel, himself a toolmaker, Engel Diversified supplies a broad customer base—“we strive to have no customer represent more than 15 percent of our business,” Rubin says. The firm serves the automotive, medical, electrical, aerospace and defense, and general industrial markets. Part size tends toward small to medium—“most parts fit into an 18 by 24-in. envelope,” Rubin says. Typical lot size averages from 2000 to 20,000.
“We’re a Tier One and Tier Two diversified manufacturer,” says Stuart Rubin, Engel Diversified president, “but our roots are in metal stamping and toolmaking.” Founded in 1988 by Jack Engel, himself a toolmaker, Engel Diversified supplies a broad customer base—“we strive to have no customer represent more than 15 percent of our business,” Rubin says. The firm serves the automotive, medical, electrical, aerospace and defense, and general industrial markets. Part size tends toward small to medium—“most parts fit into an 18 by 24-in. envelope,” Rubin says. Typical lot size averages from 2000 to 20,000.In the past, when Engel went looking to add presses to its equipment list, it shopped for used. This time, though, when one of its two 300-ton presses clearly had exhausted its useful life, Rubin and his team set their sights on new.
“When we launched our search to replace the aging 300-ton model,” Rubin recalls, “the used market appeared pretty thin. So, once we settled on new, we quickly moved to servo, due to the added capabilities that the technology provides compared to a traditional mechanical press.”
Working with its distributor and integrator, TCR Integrated Stamping Solutions (Wisconsin Rapids, WI), the Engel management team crunched the numbers and, based on overall system cost, it became easy to justify the additional purchase price of a servo press. TCR owner Todd Wenzel worked with Rubin to develop a completely new, top-end stamping line comprising not only the press, but a beefed up 10,000-lb.-capacity servo-based Coe Press coil-feed line; state-of-the-art press controls from Link Systems, with tonnage monitoring and signature analysis; a custom scrap-handling system; and ANSI- and OSHA-compliant guarding, “which requires absolutely no input from the press operator,” says Wenzel, “an important feature to ensure safe operating conditions at all times.”
A Workhorse Press
Installed and running in August 2019, the new press has taken over several dies previously run on the firm’s traditional 300-ton mechanical presses, and has returned significant benefits in terms of throughput, quality and overall performance. “We’re running faster (pendulum mode), improving dimensional accuracy (stroke control, including dwell at bottom) and improving die life between sharpening (less reverse tonnage),” says Handzel.
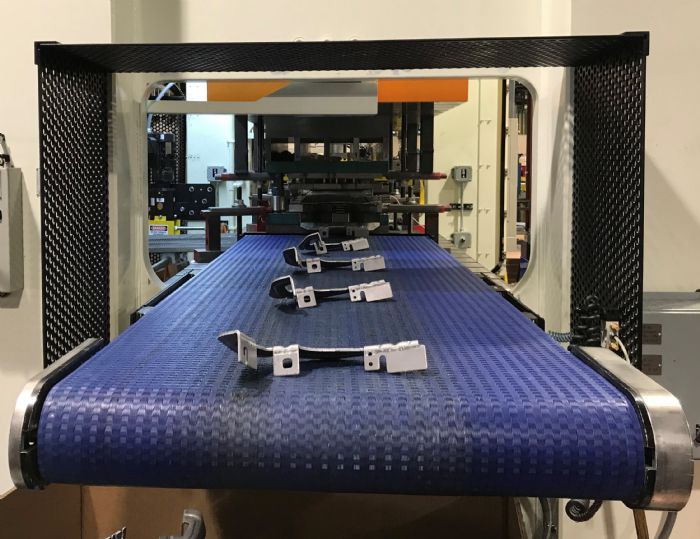
Handzel offers up a newer part as a before-and-after example: a running-board bracket formed from 8-gauge high-strength low-alloy (Grade 50) steel. Running the part on the firm’s conventional 300-ton press caused a few challenges, most notably bend-angle consistency on one of the part’s formed tabs.
“We struggled to keep that tab in spec,” he says, “due to inconsistent and unpredictable springback based on material properties from coil to coil. Now, running that tool on the servo, once we load a new coil we quickly can adjust ram dwell at the bottom of the stroke to bring that difficult bend angle within tolerance. We then can use that setting for the remainder of the coil run.”
Engel runs the bracket in the pendulum mode, resulting in more than double the stroke rate compared to running it on the conventional press.
 “In addition to added speed, another key factor contributing to the ROI of the press and its ancillary equipment,” adds Rubin, “as illustrated with this particular part: minimum reverse tonnage, since we can slow the ram just prior to breakthrough, which benefits tool life. We can run two to three times more parts than we used to before we have to perform maintenance on the tool, and we see this benefit on other tools run on the new press as well. Further, we used to suffer an inordinate amount of broken punches on this tool, a problem nearly eliminated now.”
“In addition to added speed, another key factor contributing to the ROI of the press and its ancillary equipment,” adds Rubin, “as illustrated with this particular part: minimum reverse tonnage, since we can slow the ram just prior to breakthrough, which benefits tool life. We can run two to three times more parts than we used to before we have to perform maintenance on the tool, and we see this benefit on other tools run on the new press as well. Further, we used to suffer an inordinate amount of broken punches on this tool, a problem nearly eliminated now.”
All of this adds up to a remarkable improvement in overall run rate on the bracket—from 488 parts/hr. before to 1000 parts/hr. now. Of course, along with such an increase in run rate comes challenges in parts and scrap handling. Here, Engel, with Wenzel’s help, engineered a process to automatically stop and start the conveyors with a signal from the press. “Everything is managed from one central control pendant,” says Rubin, “including the coil line.”
Fast, Safe Coil Changes
Speaking of the coil line, the 10,000-lb coil capacity, as well as a new coil car, on the new line also pays measurable dividends, compared to the 6000-lb.-capacity line it replaced on the aging 300-ton press.
“The higher-capacity coil line (a Coe model rated to 30-in. coil width, and ¼-in. stock to 10 in. wide) obviously means that we’re changing coils less often, improving press uptime,” says Handzel. “Additionally, unique features of the new coil line better-equip it to flatten the higher-strength steel grades. Before, our coil-change team struggled to get the leading edge of each coil flat, often generating a lot of scrap at the start of each new run. Now, the material runs flat from the leading edge of every coil.”
“Coe equips these feeds with software that allows users to input material properties for each job,” explains Wenzel, “and the feed-line control automatically calculates straightener-roll settings. This practice has been, until now, a black art for many stampers.”
Engel also is experiencing quicker coil changes with the new line compared to the old. One operator safely can change a coil, including thread-up, in 5 to 10 min., “thanks in large part to special features such as stronger holddowns and other safety equipment,” says Rubin. “On our other 300-ton press, it takes a team of three operators as long as 30 min. to change and thread coils.”
The coil line even includes an automatic greasing system. “No one has excess maintenance capacity these days,” Wenzel says. “By adding the automatic lubrication system, we prevent unnecessary wear and tear, and eventually maintenance, on the coil line. Here at TCR, we repair a lot of feed lines, with much of the damage caused by poor preventive maintenance.”
Infringing on Hydraulic Press Work
Another example of the versatility of the servo press: the ability to perform draw work previously performed only on hydraulic presses.
“We’re developing the process now to deep draw a can on the servo press, from 0.025-in.-thick stainless steel, which currently runs as an eight-step process on a hydraulic press,” says Handzel, noting that the process includes an outsourced annealing step between draws. “We think we can reduce the number of draws from four to three on the servo press, and eliminate the need for annealing between draws, which could open up a lot of potential for us, since we manufacture a lot of deep-drawn parts.”
At press time, Handzel expected to be deep drawing the cans on the servo press by the end of April.
…and Tackling Takeover Tools
In addition to moving several existing tools to the servo press, the firm also has brought in several takeover tools and is running them on the servo, averaging about two such tools/month. Here, again, is where the unique capabilities of the servo press shine.
“Most if not all takeover tools bring with them a distinct set of challenges,” says Handzel. “Of course, having our own staff of toolmakers inhouse certainly helps us diagnose and cure those challenges quickly. But also beneficial is the ability to use the hand-wheel and step mode on the servo press to inch the ram down, under full load, and see exactly what is happening with the material at every die station. I’d estimate that using the servo press reduces the time to debug takeover tools by at least 30 percent.”
“And,” adds Rubin, “once we do get the tool running effectively, it gives us a competitive advantage, helping prevent the tool from ever leaving our shop.”
Rubin, quick to point out the numerous benefits already realized with this new press investment in just a matter of months, sees a lot more to come as the Engel team becomes more familiar with the ins and outs of operating a servo press. On its list of expected benefits yet to come:
- Design and development of new tools specifically to take advantage of the servo press’ capabilities. This means designs that use fewer and more-complex die stations, “which we will have to simulate running in the press in order to prove out and optimize the concepts. For this process, we’ll rely on our newly purchased Logopress3 die design software,” Rubin says. “In addition, we can use the in-stroke restrike capabilities of the press to reduce the number of restrike stations and reduce tool size and cost.”
- Performing more work under the ram, to eliminate secondary processes such as annealing between draw operations or reaming to clean up blanked edges.
- Reduced energy consumption.
- Reduced press maintenance.
“Based on the advantages we’ve already experienced,” Rubin summarizes, “we estimated, very conservatively, a 5-yr. payback on the line. We’ll come in way under that.” MF
View Glossary of Metalforming Terms
See also: Link Systems, Coe Press Equipment Corporation, TCR-Integrated Stamping Systems, Aida-America Corp.
Technologies: Stamping Presses


