






Customer Responsiveness Defined
July 1, 2014Comments
In February 2013, metalformer Waukesha Metal Products won a job to stamp shelving and side rails to support the construction of new automated warehouses. Time was of the essence, more so than ever before, and by May its new 660-ton Seyi press was up and running.
 |
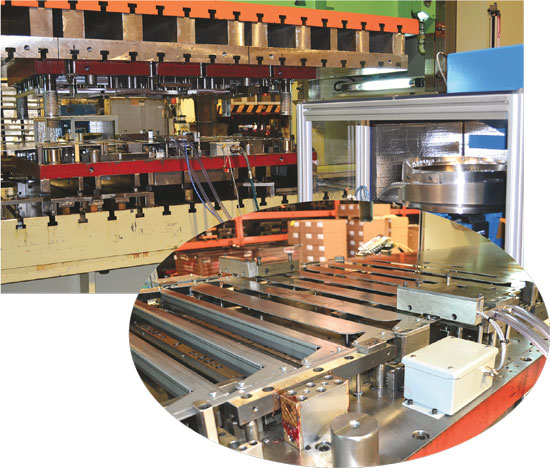
| The newest addition to the production floor of Waukesha Metal Products is this 660-ton big-bed Seyi press and space-saving Dallas feed line. Ordered, installed and up and running in just four months, the line ensured that Waukesha Metal could meet tight delivery deadlines of stamped parts (including the metal shelf shown) for a customer servicing the automated-warehousing market. |
“Responsiveness to the customers’ wants and needs… it’s what we do as contract metalformers,” says Jeff Clark, president and CEO of metalformer Waukesha Metal Products. The firm operates three manufacturing facilities—stamping and tooling stars at the 48,750-sq.-ft. headquarters plant in Sussex, WI; a 42,000-sq.-ft. plant in Grafton, WI, handles fabrication work; and its newly acquired 110,000-sq.-ft. facility in San Luis Potosí, Mexico, serves customers south of the border.
While on the fast track to significant growth (overall sales grew 21 percent from 2010 to 2013), Clark and his team got a good test of the responsiveness of which he speaks early in 2013. With the Sussex stamping plant at capacity and running nearly 24/7, in February the plant landed work supporting the construction of huge automated warehouses. Suddenly, the company’s pressroom had just four months to launch production of 300,000 large sheetmetal shelves and 1.2 million side rails used to build the shelving units within the new warehouses.
“With no capacity to absorb a job this big,” says operations manager Bill Milbrath, “and a tight production schedule, we immediately went in search of a new press line. And while the material isn’t particularly thick (0.036 in. for the shelves), the blank for the shelves is large by our standards (39 by 39 in.) and heavy (15 lb.), so we needed a big-bed press.”
A Lot of Steel
While plenty of metalformers can process the volume of steel Waukesha Metal Products suddenly faced, “this represented the biggest volume of steel we’ve ever had to process through this facility for a single part,” says Milbrath. To handle the load, in March 2013 the firm ordered a 660-ton mechanical press from Seyi, “the only company we were working with that had a press this large in stock,” adds Clark. The press boasts a 145.6 by 61-in. bolster, 14.17-in. stroke, and 24.75-in. shut height.
 |
| As soon as the original job for its new press—stamping warehouse shelves and side rails—ran its course, Waukesha Metal’s customer came forward with a new design for the stamped side rails (shown), of heavier-gauge steel (0.105 in.). The new rails require a unique in-die riveting operation as well as a challenging flanging operation to form a channel in the 35-in.-wide strip, followed by a hemming operation. |
When discussing with Milbrath and Clark the process that followed the press order, I became overwhelmed with what sounded like a whirlwind of activity. I find this a testament to the notion of customer responsiveness by the metalforming industry in general, and to Waukesha Metal Products specifically. By April the firm had a new foundation in place to accept the press, and had a hole cut in the building roof to adapt to the height of the press. Press erection began in May, and production launched later that same month.
Along with the press came a space-saving dual-function-payout Dallas feed line. It features two selectable automatic loop-control modes (forward-loop mode for light-gauge feed, and back-loop mode for heavy-gauge feed) and rated for strip to 54 in. wide by 0.105 in. thick (12 in. wide by 0.310 in. thick. The line also features synchronized drive controls and Dallas’ Profile Select feed programming, to run without a loop pit in the floor and handle relatively long and fast feed progressions. A Wintriss SmartPac 2 press-automation controller runs the show.
Says Clark, summarizing how what could have been a hectic and trying project really went quite smoothly and on-time:
“The project required good communications by all parties involved, including our equipment distributor (BDC Machinery, Nekoosa, WI), Seyi and Dallas. We had a tight project timeline and very specific equipment requirements, and everything came together very efficiently.”
The Job Transitions, and Becomes More Challenging
 |
| Waukesha engineered and built custom this custom rivet-insertion and stake system. Two bowl feeders are used, with four tubes—two in front and two in back—simultaneously delivering four rivets to the die. |
By the end of September 2013, the job had run its course—300,000 shelves, and four side rails per shelf (stamped from 0.075-in. hot-rolled steel). Lo and behold, the customer redesigned the shelves to a non-metal product, and redesigned the side rails into a much more challenging product, which Waukesha Metal Products began stamping in April 2014.
“The new rails are of heavier-gauge steel (0.105 in.),” explains engineering manager Rob Bauer. “They also require a unique in-die riveting operation as well as a challenging flanging operation to form a channel in the 35-in.-wide strip, followed by a hemming operation.”
While the plant has developed and performed plenty of in-die insertion operations over the years, the rivets specified for this latest job proved particularly challenging. They’re not your standard rivet, and instead are stubby—nearly equal in length and head diameter (7⁄16 in.).
“That makes the rivets difficult to control when feeding them through a round tube, as they would tend to tumble,” shares Bauer. “Due to the unique rivet shape, standard off-the-shelf hardware-insertion tooling was not an option.”
To gain control of the rivets, Waukesha engineered and built a custom rivet-insertion and stake system. Due to the size of the part, two bowl feeders are used, with four tubes feeding into the die—two in front and two in back—simultaneously delivering four rivets.
Yet One More Challenge
 |
| Stamping the new side rail requires a challenging flange-and-hem operation. Seeking to avoid the use of heavy wipe tooling, die designers opted for rotary bending tools. However, the combination of the part width and the standard design of the rotary bending tool would not allow two rollers to fit into one station. That led engineers to use a custom roller setup—notched and interlocked so that they can fit close together in the minimal space required. |
Beyond addressing the custom-design and build job required for the in-die rivet insertion, the company also had to tackle the challenge of flanging the heavy steel blank in the Seyi press, to form the narrow 11⁄8-in.-wide channel. One side of the channel then gets crushed in the press to create a hem. Seeking to avoid the use of heavy wipe tooling, die designers opted for rotary bending tools (from Ready Technology).
“To form the nar row channel, we need to wipe both sides of the blank simultaneously so that we have equal and opposing forces,” explains Bauer. “That required forming the channel in one die station. But, the combination of the part width and the standard design of the rotary bending tool would not allow us to fit two rollers into one station. That led our engineers to use a custom roller setup—notched and interlocked so that they can fit close together in the minimal space required. We submitted our CAD data and requirements, and Ready engineered the solution. This allowed us to achieve final form shape in a single station, and eliminate a restrike/cam form in the die.” MFView Glossary of Metalforming Terms
See also: Dallas Industries, SEYI America, Inc.
Technologies: Coil and Sheet Handling, Pressroom Automation, Stamping Presses

