Snapthrough
 Snapthrough, or quick acceleration of the slide components, can lead to excessive noise, vibration, loose components, leaks, premature wear, broken tools, part-quality defects and press-component fatigue. Due to its nature, the effects of snapthrough should be measured using accelerometers, as it cannot be measured with strain gauges attached to the uprights.
Snapthrough, or quick acceleration of the slide components, can lead to excessive noise, vibration, loose components, leaks, premature wear, broken tools, part-quality defects and press-component fatigue. Due to its nature, the effects of snapthrough should be measured using accelerometers, as it cannot be measured with strain gauges attached to the uprights.
The greater the stack-up clearances on a press, the more severe the effects of snapthrough. Hence, these clearances periodically should be monitored. While minor progressive wear is normal due to continued press usage, a significant increase in clearances between monitoring periods would indicate accelerated wear, potentially due to snapthrough.
While no industry standards indicate snap-through limits, good practice calls for monitoring and limiting snapthrough as much as possible.
Reverse Tonnage
Reverse tonnage, or tension in the connecting rods, can lead to structural failures of press-drive components such as wrist pins, slide-adjustment mechanisms and connecting rods. Reverse tonnage also can relate to excessive punch penetration.
 In this case, a load monitor represents a good starting point to capture the negative tonnages. However, as reverse tonnage results from tension in the connecting rods while the load monitor actually measures deflections on the frame, lost information may exist in between. In other words, while a load monitor proves a good tool, measured reverse tonnage values may not always be reliable. Stampers occasionally should use specialized equipment to ensure that reverse tonnages in the load monitor represent reality.
In this case, a load monitor represents a good starting point to capture the negative tonnages. However, as reverse tonnage results from tension in the connecting rods while the load monitor actually measures deflections on the frame, lost information may exist in between. In other words, while a load monitor proves a good tool, measured reverse tonnage values may not always be reliable. Stampers occasionally should use specialized equipment to ensure that reverse tonnages in the load monitor represent reality.
Due to the ability of the press components to withstand more compression than tension, forward-tonnage capacity measures much greater than reverse-tonnage capacity. In general, presses are designed to tolerate a reverse tonnage to 10 percent of the press-tonnage capacity. For example, an 800-ton press can handle as much as 80 tons in reverse tonnage. Some press manufacturers offer more robust presses with reverse-tonnage capacities reaching 50 percent of forward tonnage.
Influencing Factors
While many methods exist to estimate the forward tonnage in various sheet metal operations, no direct method can estimate reverse tonnage or snapthrough. Nonetheless, consider that reverse tonnage and snapthrough increase with increasing:
- Forming load, influenced by material thickness and strength, tool geometry, and tool timing
- Press inertia
- Press stack-up clearances
- Press deflections.
Reducing Snapthrough and Reverse Tonnage
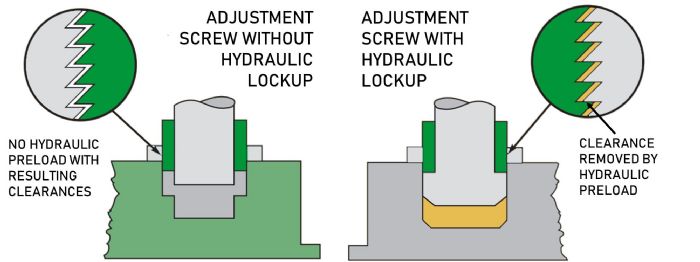
Press design represents a major factor when dealing with reverse tonnage and snapthrough, and as mentioned, reduced clearances in the machine are key here. Reduced clearances can be achieved with mechanisms such as a hydraulic slide lockup, which removes all clearances in the slide adjustment parts (Fig. 3). Other helpful press-design factors include the use of cast-iron components, which dampen vibration, and robust connecting elements such as wristpins.
In addition to using the correct press, efforts to mitigate snapthrough and reverse tonnage should focus on the tool and on press speed (inertia).
While a low press speed during blanking helps reduce inertia, doing so may bring an undesirable result: a lower production rate. Using a servo-driven press or an alternative-motion mechanism, such as a link drive or knuckle joint, allows for low forming speeds while maintaining optimum production rates.
Adjustments to the tool set also can reduce the tonnage and snapthrough generated by the process. The first approach: Use shear angles whenever possible. A roof-top punch is recommended to limit loads. However, consider its effects on hole/blank geometry.
Staggering punches also can help, if performed properly. The objective: Have the second punch in contact with the material just in time to absorb the snapthrough from the first punch. In other words, energy released by the first tool fracture should be used during the second tool contact and so on. For this purpose, stagger punches at a distance shorter than the shear zone of the material, typically 10 to 30 percent of the material thickness. This methodology also helps to improve the timing of the blanking/piercing loads, thus reducing the peak load of the process.
Finally, using properly timed cushions helps to reduce the slide acceleration during snapthrough, avoiding reverse tonnage.
In summary, snapthrough and reverse tonnage can limit the production rate and even the process feasibility itself. Therefore, spend time evaluating them and keeping them to a minimum. To minimize snapthrough and reverse tonnage, control the cutting speed, and use sharp and properly timed tools mounted into a press with tight stack-up clearances and robust components. And, good practice includes working with the press manufacturer to understand machine capabilities, and measuring reverse tonnage and snapthrough values. MF
See also: Nidec Press & Automation
Technologies: Stamping Presses







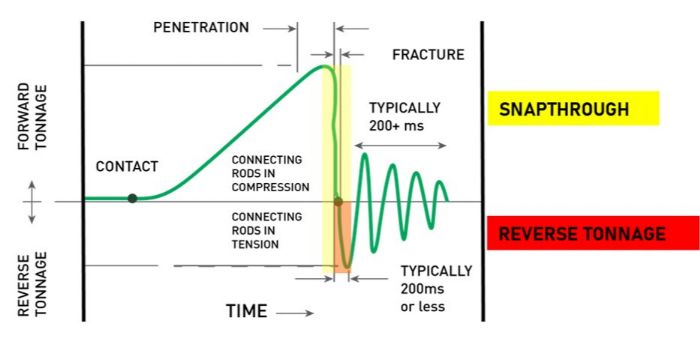
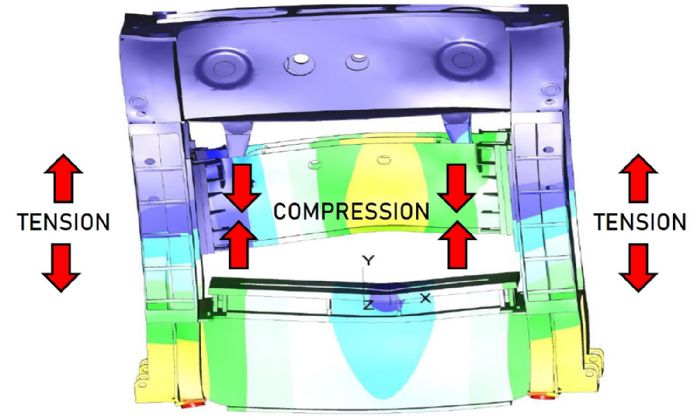 In operations such as blanking or piercing, the stress configuration leading to forward tonnage (Fig. 1) may be reversed. In these operations, when the material reaches its plastic limit and fractures, all of the energy stored during deformation suddenly is released. This leads to a quick acceleration of the slide components, generating snapthrough. Fig. 2 shows a load vs. time graph, with snapthrough represented by a sudden drop in load. A large-enough drop takes the connecting rods from compression into tension, creating reverse tonnage.
In operations such as blanking or piercing, the stress configuration leading to forward tonnage (Fig. 1) may be reversed. In these operations, when the material reaches its plastic limit and fractures, all of the energy stored during deformation suddenly is released. This leads to a quick acceleration of the slide components, generating snapthrough. Fig. 2 shows a load vs. time graph, with snapthrough represented by a sudden drop in load. A large-enough drop takes the connecting rods from compression into tension, creating reverse tonnage. 

