Magnets Grip Where Cups Can't
June 1, 2010Comments
A Tower Automotive plant quickens tandem-line changeovers thanks to low-profile magnets that allow easy retrofits to existing suction-cup tools.
Six huge tandem lines toil at the cavernous 1.2-million-sq.-ft. Tower Automotive plant in Elkton, MI, turning out a cornucopia of various stampings including body sides, fenders, shock towers and control arms. Four of the tandem lines employ robots to transfer stampings press to press, and two use pick-and-place automation. Common to all six is use of flexible end effectors and combine vacuum-style grippers and low-profile magnets, custom designed based on part shape and features.
 |
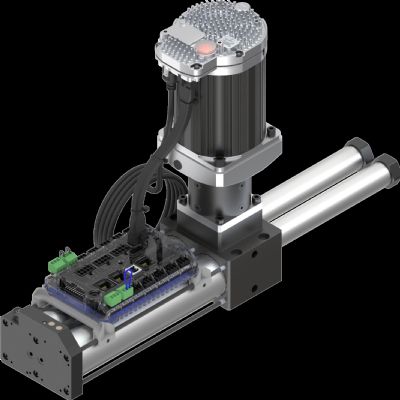
| Tower’s press-setup crews can easily customize end effectors with a combination of suction cups and retrofittable low-profile magnets, thanks to its use of these 3-in.-dia. Transporter magnets that thread onto the typical 3/8-in. NPT vacuum-cup tooling. |
“We’ve got hundreds of end effectors here,” says Tower tool and die supervisor Sean Klosowski. “We design the end effector based on the shape of the part, combining pneumatic suction cups with magnets.”
Allowing Tower’s press-setup crews to easily customize end effectors is the firm’s recent switch to retrofittable low-profile magnets (3-in.-dia. Transporter TPLP30’s, from Industrial Magnetics, Boyne City, MI) that thread onto the typical 3⁄8-in. NPT vacuum-cup tooling. “The magnets are nice and small and are perfect for gripping parts with really complex shapes with deep contours,” says Klosowski, “such as shock towers. The magnets don’t require a flat surface to grab onto, and of course holes in the part don’t affect the grip.
“Also, we’ll have situations where the amount of available press stroke can prohibit suction-cup access to parts resting in the die,” Klosowski continues, “and here again is where the low-profile magnets prove perfect. Some of our presses have 24 in. of stroke, and for some parts that’s not enough to get in with a suction cup and lift the part off of the bottom die.”
Efficient, in More s than One
TPLP30 magnets are three-piece devices with an aluminum cup on the outside of a piston that cycles up and down internally. On the bottom of the piston is the magnetic circuit. The magnet is on all of the time, and when standard shop air at 45 to 90 PSI is applied, the magnet moves up and a from the part, dropping it. Then, when air is bled off of the line the magnet moves back to the on or down position.
“When compared to a standard vacuum cup, the magnets will pick up and release parts more quickly,” offers Industrial Magnetics regional sales manager Bob Washburn, “and use a fraction of the air that a vacuum cup uses.
“Also, cycle time through a tandem line can be reduced,” continues Washburn, since with magnets parts literally jump up to the magnet. There’s no delay or slowdown needed to wait for the robot to settle down onto the part, wait for the air to turn on and create the suction and grab the part.”
“There are also some parts that might slip if we try to grip with air,” says Klosowski,” due to weight or lubricant. The magnets get a good grip and allow us to move the parts from press to press more quickly in these cases.”
Each tandem line comprises six or seven presses, ranging from 600- to 2000-ton capacity and 180-in. bed size.“With that many presses, replacing cups with magnets can really create a significant amount of savings related to supplying compressed air to the end effectors,” says Washburn. “Companies can typically run fewer or smaller compressors, reduce energy consumption and reduce the maintenance required on their compressors.”
Better Blank Fanning
 |
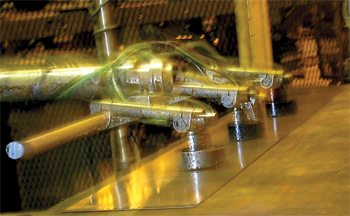
| The Tower facility also recently invested to upgrade its sheet-fanning setups with the purchase of 20 of these Sheet Seeker fanners. The units employ a sliding mechanism that only fans the top few inches of each blank stack, rather than magnetizing the entire stack. |
In addition to using magnets for part transfer, the Towerfacility also recently invested to upgrade its sheet-fanning setups. Earlier this year it replaced its aging and very heavy solid fanning magnets with Industrial Magnetics’ new Sheet Seeker fanners, some 60 percent lighter and therefore much safer and easier to use. The new fanners employ a sliding mechanism that only fans the top few inches of each blank stack, rather than magnetizing the entire stack, which can be as tall as 18 in. at Tower. The sliding magnet automatically centers on the top of the stack, and as each sheet lifts a, by robot or pick-and-place device, the magnet indexes down the stack.
“Our operators may be required to set up several fanners at a time,” says Klosowski, “and compared to being required to lug around 50-lb. magnets rather than the (less than 20-lb.) Sheet Seekers, their jobs have gotten much less strenuous. And safer—have you ever gotten your fingers stuck between a 50- or 60-lb. rare-earth magnet and a stack of steel sheets?” he asks hypothetically (reminding me of why I write about metalforming practices and procedures, rather than actually do the work myself).
“The fanners separate the sheets very reliably, top to bottom,” adds Klosowski, “creating a nice peeling motion starting at the edges.” MF
View Glossary of Metalforming Terms
See also: Industrial Magnetics, Inc.
Technologies: Pressroom Automation