







Through-the-Window
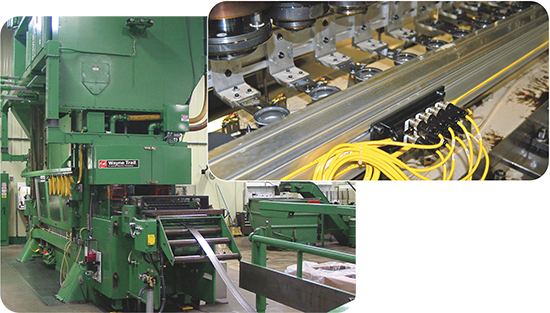
That’s when Pax ultimately took the leap and installed an all-servo transfer system, retrofitted in 2008 to one of its 800-ton presses. The transfer, from Wayne Trail, runs coil-fed through the press window, allowing the press to still run in progressive mode when needed.
“We run that press in transfer mode more than 80 percent of the time, near 50 strokes/min.,” Harman says, noting that the airbag inflator stampings (0.114- to 0.129-in.-thick 90-ksi-yield steel, 12.5-in.-wide strip) take up the majority of the press time. Also running in the transfer mode on the press are 0.079-in.-thick motor housing stampings.
“The motor housings are a good example of how being able to spread out the stations in the transfer die allows us to meet tight dimensional tolerances on relatively complex parts,” Harman says. “We have to iron the material to hold tight ID and OD tolerances, and there’s a cam station to perform lancing operations. All of that work couldn’t be performed in a progressive die—we’d have to add secondary operations. Again—a ‘no-quote’ situation.”
Opening Doors
Since its initial foray into transfer stamping, Pax has been able to take on a growing percentage of transfer work. It’s got seven transfer tools inhouse that stamp 12 different part numbers. To keep up with the opportunities to quote transfer work, in 2012 Pax outfitted one of its 1000-ton prog-die presses with another Wayne Trail through-the-window transfer system. And, a third transfer-equipped press (600 ton) will land on the pressroom floor in March 2015.
“Transfer work represents about 10 percent of what we stamp now,” Harman shares, “and by the end of 2015 we expect that to climb to near 15 percent. It’s a clear trend we think will continue.”
While flexibility and the ability to take on different types of stampings are clear benefits to adding transfer capabilities, Harman also notes the material savings the firm is realizing when running transfer work—and not just from eliminating the carrier strip of progressive dies.
“Space restrictions prevent us from using a zig-zag feeder to nest our blanks prior to the first transfer station,” he explains. “Wayne Trail equipped the system to allow us to gag the punches. By nesting our round blanks two-up, we can improve material utilization by 7 to 8 percent; with a three-up nest, we reduce material use by 11 to 13 percent.
“We’re controlling the gagging operation through the transfer system,” continues Harman, “timing it with cams to signal the transfer tooling to cycle/gag the blanking punches. An integrated secondary servo blank pusher, electronically cammed and controlled by the transfer-sytem control, pushes the blanks from the gagging station to the first working station in the die.”
One-Sided Gripping
Finally, Harman notes his appreciation for being able to add rotary actuators to the transfer tooling to manipulate the blank within individual die stations, yet another technology application that prevents the need for secondary operations and, ultimately, ‘no-quotes.’
Explaining how that technology plays out in production, Harman describes a job run with a single transfer bar gripping parts from only one side. The process employs pneumatic finger tooling.
“This enables the part (a 6- by 8-in. seatbelt component) to tip in the press to position it perpendicular to the tooling,” says Harman. “The part runs through four operations—piercing, extruding, chamfering and piercing again—and if we couldn’t tip it we’d need cams in all four stations. This allowed us to simplify the tooling.
“Again, another example of the flexibility of the transfer system bringing work to our pressroom that we otherwise wouldn’t get.” MFView Glossary of Metalforming Terms
See also: Nidec Press & Automation, Lincoln Electric Automation
Technologies: Coil and Sheet Handling, Pressroom Automation

 Video
Video