






PLC-Based Controls Rejuvenate Transfer-Press Duo
November 1, 2017Comments
These two control-retrofit projects exemplify how metal stampers can bring flexibility--reconfigurable, custom setups--to their existing press lines. The return on investment comes quickly, via reduced setup times, timely tonnage-data collection and analysis, and other critical features.
The beauty of open-architecture PLC (programmable logic controller)-based press controls is not lost on Mark Turk, a process engineer with Tier One automotive supplier Dura Automotive Systems. Dura and its sister company Global Automotive Systems (GAS) group operates seven North American plants, including metalforming and assembly facilities in Monterrey, Mexico, and Milan, MI. Both of these facilities have welcomed, in recent years, transfer-press upgrades centered on press-control. And, both retrofit projects feature PLC-based setups configured with off-the-shelf Allen-Bradley processors and I/O modules; software for signature analysis; web-based fault-history reporting; and more.

The GAS group has upgraded two large transfer presses with new PLC-based open-architecture controls, including this 1600-ton Verson transfer press at the GAS plant in Monterrey, Mexico. “The open-architecture controls,” explains process engineer Mark Turk, “optimize flexibility, ease and quicken installation, and provide the features needed for timely and accurate troubleshooting.”
Specifically, Turk oversaw control upgrades to a 1600-ton Blow transfer press (96 by 268-in. bed at the GAS Milan facility (in late 2007), and to a 1600-ton Verson transfer press at the GAS plant in Monterrey (in 2015). Both control retrofit projects, explains Turk, feature HelmPak press controls from Helm Instrument Co., Maumee, OH, “designed,” he says, “to optimize flexibility, ease and quicken installation, and to provide the features needed for timely and accurate troubleshooting.”
Asked to define “flexibility” in terms of press controls, Turk explains:
“These controls are easily reconfigurable and customized to match our exact needs. For example, I can go in and reprogram the lower limit on press speed, to help with die tryout and setup, a task that becomes complex and lengthy using a proprietary control.
“And, with the PLC-based control architecture,” Turk adds, “we use Ethernet connectivity for all of the components in the press line. This reduces the amount of wiring in the setups, while also making the line-changeover process quick and efficient, reducing setup times. The controls include enough memory to store process parameters for 999 jobs, including settings for pilot release, coil-feed and transfer-system functionality, and counterbalance control—automatically moving the slide to the proper shut height, and then adjusting the counterbalance to the proper upper die weight.”
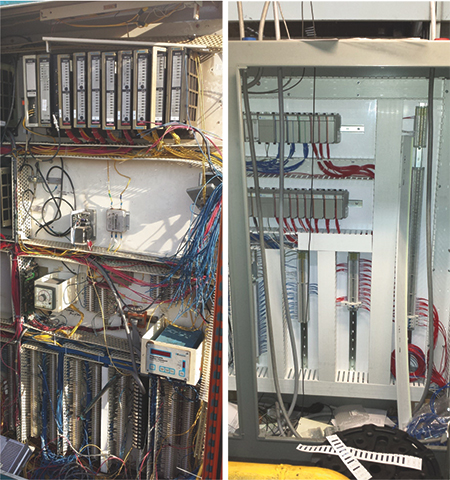
These photos compare the wiring complexity of the old control cabinet (left) installed on the Verson press in Monterrey, and the new press control, which features off-the-shelf Allen-Bradley processors and I/O modules.

 Video
Video