Identifying the Source of Pore Formation During Additive Manufacturing
April 19, 2021Comments
Additive manufacturing (AM) has become a significant technology used in metalworking. One of its many advantages is the flexibility to produce complex metal parts, particularly valuable for prototyping.
 In a previous 3DMP article (Summer 2020 issue), we discussed AM of commonly used wrought aluminum alloys and explained that researchers had previously indicated that alloys such as 7075 aluminum could not be 3D printed due to the formation of cracks in the microstructure during printing. They overcame this problem by adding nanoparticle grain refiners (such as hydrogen-stabilized zirconium particles) to the aluminum-alloy powder prior to 3D printing. Here we discuss ongoing research, led by Carnegie Mellon University professor Anthony Rollett, to better understand pore formation and cracking.
In a previous 3DMP article (Summer 2020 issue), we discussed AM of commonly used wrought aluminum alloys and explained that researchers had previously indicated that alloys such as 7075 aluminum could not be 3D printed due to the formation of cracks in the microstructure during printing. They overcame this problem by adding nanoparticle grain refiners (such as hydrogen-stabilized zirconium particles) to the aluminum-alloy powder prior to 3D printing. Here we discuss ongoing research, led by Carnegie Mellon University professor Anthony Rollett, to better understand pore formation and cracking.
The most common AM process for metals is laser powder-bed fusion (LPBF), described by Rollett:
“In LPBF, a cycle starts with a machine spreading a layer of a specific metal powder that (typically) is 20 micrometers thick. A laser then is applied where the user wants the part made to melt the metal in a specific area. This process is repeated a few thousand times to manufacture the finished part. Once completed, residual powder is then removed.”
Problematic Pores
One challenge associated with LPBF: the formation of pores in the 3D-printed metal. “Metals manufactured using LPBF exhibit good static mechanical properties such as tensile strength, but LPBF-produced parts can display shortened fatigue life during cyclic loading that can be traced to the formation of cracks,” Rollett says. “Pores are a significant part of this process because they have been found to initiate fatigue cracks.”
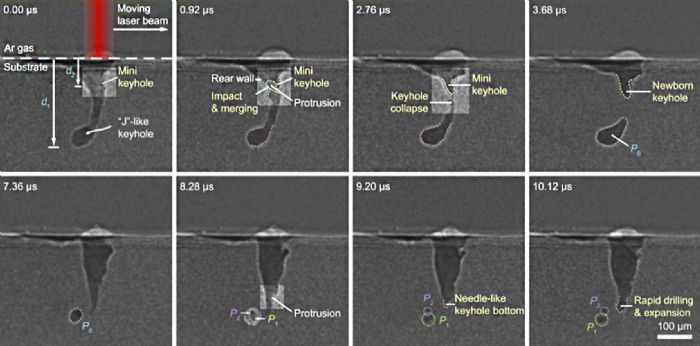 In their research, Rollett and his colleagues applied a laser beam along a straight line to a sample layer of Ti-6Al-4V powder sandwiched between two glassy carbon plates. By varying the power of the laser and the scan speed across the metal surface, they developed a power-velocity (PV) map to determine the regions where pore formation was occurring.
In their research, Rollett and his colleagues applied a laser beam along a straight line to a sample layer of Ti-6Al-4V powder sandwiched between two glassy carbon plates. By varying the power of the laser and the scan speed across the metal surface, they developed a power-velocity (PV) map to determine the regions where pore formation was occurring. 
 Event
Event