Track and Eliminate Rogue Forces
March 1, 2014Comments
Stampings are becoming more complex. In one die, stampers can make parts that once comprised three separate stampings. Also, weight-reduction programs demand thinner-gauge parts with higher strengths, and dimensional specifications have tightened. All the while, lead time from order to delivery has been slashed. When necessary, troubleshooting must be quick, accurate and incorporate new concepts.
A friend who owns a medical clinic stopped me in his waiting room one day to describe a frustrating problem. The ceiling of the waiting room leaked water every time it rained. Removing several ceiling tiles, he found water dripping from a steel I-beam and applied several gallons of sealant on top of the roof at that location, with no success.
My immediate advice: “If your roof leaks, think like water not like a roof. The roof only becomes a problem when an outside force (the water) interferes with status quo. Track the water and you’ll find the solution.”Examining the beam revealed water all along its length, due to its downward slope from the far end of the waiting room to the location of the leak. Removing tiles from the opposite end of the beam revealed a crack in the roof structure—the source of the problem.
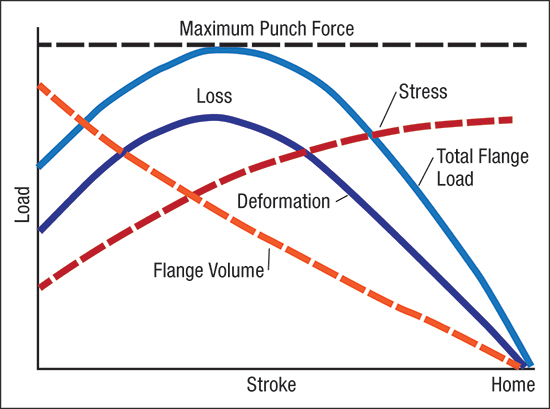
This concept applies to press-shop troubleshooting. If a stamping fails, think like force not like a stamping. Like the roof, the stamping only becomes a problem when outside forces interfere and alter the forming process. The amount of force divided by the crosssectional contact area becomes a stress that causes deformation (strain). Control and apply the force properly and the stamping will form according to print. Troubleshooters must track down and correct any unexpected rogue forces.
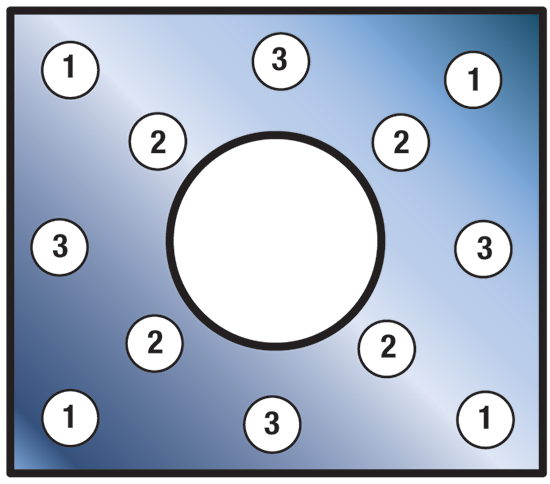 |
| Fig. 1—Here’s one option for locating the first three of the six contact points where the blankholder hits the nitrogen cylinders, set at decreasing heights. The staggered contacts minimize severe initial loading and possible blankholder bounceback. |
After reinstalling the die with a 180-deg. rotation, again the sidewall toward the operator tore. These tests strongly suggested that the problem was associated with the press. Circle grids imprinted on the blank indicated high levels of strain in the formed part, with slightly higher strain on the side of the stamping toward the operator. So, suspicion turned toward the blank holddown force, and eventually found the guilty party: longer cushion pins located on the operator side. These developed just enough additional holddown force to tear the stamping.