






Sulfur and Sheetmetal Forming
November 1, 2010Comments
High sulfur content can be beneficial for the machinability of many cast-iron parts. In contrast, high sulfur content can greatly reduce the formability, ductility and in-service performance of many steel stampings. The most common problem is manganese sulfide (MnS) inclusions causing tensile fractures to occur at lower levels of deformation. Press-shop jargon for these inclusions includes internal cracks, stress raisers, notches and other terms highlighting the reduced allowable deformation.
A few decades ago, sulfur content often exceeded 0.050 percent. The sulfur combined with manganese to create highly deformable globs of MnS. One could imagine these globs deforming like a ball of putty. When the steel ingot or slab is rolled to a long, thin coil, the MnS globs elongate in the rolling direction and form stringy sulfide segments called inclusions (Fig. 1A).
The reduction in stretchability depends on the type and direction of the deformation. In Fig. 1A, the blank is being stretched parallel to the rolling direction. The tensile stress is applied only to the ends of the inclusions, similar to pulling on the ends of a crack. Very little reduction in stretchability occurs. However, stretching the blank transverse to the rolling direction (Fig. 1B) is much more dangerous. Now the tensile stress is applied perpendicular to the entire length of the inclusions, resulting in an opening of the material around the inclusion. The inclusions now react like multiple crack zones unable to withstand the tensile stresses. Early failure and tearing occurs.
 |
|
Fig. 1—Inclusions (A) oriented along the direction of the forming stress (arrows) are less likely to cause fracture than inclusions (B) oriented perpendicular to the forming stress.
|
Another deformation mode affected by MnS inclusions is bending. Failure occurs in the convex side of the bend, which is a tensile elongation. If the direction of the bend is in the rolling direction (bend axis perpendicular to the rolling direction), the tensile stresses again are applied in the direction of the inclusion (Fig. 1A). This is the direction of maximum bendability as measured by the minimum ratio of bend radius/sheet thickness. If the direction of bend is perpendicular to the rolling direction (Fig.1B), the crack is more likely to open up, even at higher values of r/t.
The worst mode of deformation for inclusions is edge elongation (stretch). Here a tensile stress follows the contour of the cut edge (Fig. 2). Unlike the as-received properties available at the start of the deformation for the sheet stretching and bending described above, the stretchability of the normal blanked edge has been highly degraded by the severe cold work created by the cutting, blanking, slitting, trimming or shearing operations. This greatly reduces the allowable edge stretch even for inclusion-free steel. When an inclusion intersects this cold worked edge (Fig. 2), a natural crack starter is present that reduces the allowable edge stretchability even more.
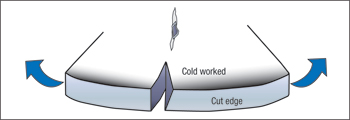 |
| Fig. 2—A crack usually occurs at the cut edge that has reduced stretchability due to work hardening and the notch effect of an intersecting inclusion. |
 |
| Fig. 3—The MnS inclusion without ISC act as notches and crack starters. This danger is minimized by the rounded inclusions formed with ISC. (Y. Bilimoria & N. Lazaridis, Arcelormittal, 9-11-2000.) |
Early metallurgical procedures to minimize the adverse effects of MnS inclusions are called Inclusion Shape Control (ISC). Mischmetal (rare earth) or calcium is added to the molten steel to combine with the globs of MnS to change their final properties and shape of the inclusion segments from elongated to circular (Fig. 3).
The typical approach to MnS inclusions is attacking the source of the problem. The amount of sulfur in the steel is dramatically reduced. Instead of sulfur values greater than 0.050 percent, low sulfur values now are around 0.012 percent and ultra-low values can be found at 0.004 percent or less. Most of the sulfur reduction is accomplished in the metallurgical control station located between the basic oxygen furnace and the continuous caster. Some of the more notch-sensitive advanced high-strength steels (dual phase and Martensitic) often will have both very low sulfur and ISC.
