






Defining Advanced High-Strength Steels
April 1, 2009Comments
On March 15, 2009, WorldAutoSteel, the automotive group of the World Steel Association, announced the release of the Advanced High Strength Steel (AHSS) Application Guidelines—Version 4.0. More than 150 pages and 120 figures and graphics not only contain the metallurgy, forming and joining of these unique steels, but allow comparison of their characteristics to traditional higher-strength steels. Included is a glossary defining 125 terms encompassing many areas of sheetmetal and dies. This document provides additional information for this month’s feature article, Forming Higher-Strength Steels, beginning on page 16. While this document is targeted for the automotive industry, steel follows the laws of physics and therefore the information is industry independent.
Attention OEMs, steel service centers, product designers, process designers, die designers, die-build facilities, Tier One, Two and Three suppliers, and others in the sheetmetal-forming industry. Are you ready when the purchase order arrives specifying that the part must be made with an AHSS? Some are already processing these steels. Many more will be facing this task in the near future.
What is an AHSS? To understand this, one first must create a foundation of the traditional high-strength steels in common use. The earlier methods of creating strength included adding carbon or other elements to raise the strength of the steel. Another method was to coldwork the steel (full hard) and then often partially anneal the steel (3⁄4 hard, ½ hard, etc.). These were less expensive methods to obtain high strength but the stretchability and bendability of the steels were greatly reduced. The HSLA (high-strength low-alloy) steels have been the primary high-strength steels over the last 30 to 35 years. Produced by thermal mechanical processing, HSLA grades have yield strengths from 35 to 80 ksi (240-550 MPa). Now some HSLA steels have yield strengths of 100 and 110 ksi (690-750 MPa). Other traditional high-strength steels are C-Mn (carbon manganese), BH (bake hardenable), and IF-HS (interstitial-free high-strength).
One method to graph the relative characteristics of higher strength steels is to plot a formability parameter against the strength of the steel. Fig. 1 shows total elongation plotted against yield strength.
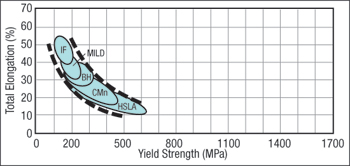 |
| Fig. 1—A graphical plot (called a banana curve) that depicts change in total elongation as a function of yield strength. |
Many AHSS were created for weight reduction, where higher strength allows a reduction in sheet thickness while maintaining sufficient formability to make a successful stamping. Another driver for AHSS is increased energy absorption. AHSS achieving these goals fall into one of two groups (Fig. 2). The first group provides greater formability (in this case total elongation) for equal yield (or tensile) strengths. The primary steels in this group are the DP (dual-phase) steels and the TRIP (transformation-induced plasticity) steels. The second group provides greater yield (or tensile) strengths for equal amounts of formability. In this group are CP (complex-phase) and MS (martensitic) steels.
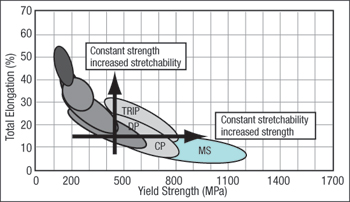 |
| Fig. 2—An extension of Fig. 1 showing the four most common AHSS and their benefits. |
The highest-strength AHSS is the Martensitic steel with a 180 ksi (1250 MPa) yield strength and a 220 ksi (1520 MPa) tensile strength. Many martensitic steels have a total elongation of only 5 percent and a very low n-value. Obviously, this very high strength has limited stretchability and bendability that restrict its application to nondifficult stampings. Again, metallurgists and forming engineers have bypassed this restriction by using the HF (hot-forming) process. Here the steel blank is heated above 1560 F (850 C), formed at that temperature, and then quenched in the die. At the forming temperature, the steel has excellent stretchability. Quenching immediately after forming produces the martensitic structure without any springback issues.
Once the need is established, new steels are being developed to fill the need. For example, FB (ferritic-bainitic), TWIP (twinning-induced plasticity), Nano (ultra-fine grain) and other steels are in transition from research to production. Research is under in university laboratories to develop even more new AHSS types and to expand the strength ranges of current steels.
What should you do when that first purchase order arrives? First, study the AHSS Application Guidelines—Version 4.0 described earlier. That will provide a foundation to enhance your communication and success during your second step. Second, contact your steel supplier(s) to tap into their knowledge base. But, why wait? Be proactive and learn more about both your current traditional higher-strength steels and AHSS right now. Hopefully you will be able to improve your current operations and be more competitive. MF
View Glossary of Metalforming Terms
Technologies: Materials, Quality Control

