Alternate Forming of Very High-Strength Steel
May 1, 2009Comments
You have previously formed parts with 50-ksi-yield-strength HSLA steel and feel confident about your capabilities to form most any high-strength steel. That is until a new RFQ lands on your desk. The part has a very complex shape with areas of large increases in length-of-line. Tight specifications limit dimensional variations. So far you are okay—until you look at the mechanical-property specifications for the part. The final part must have a martensitic microstructure with minimum yield strength of 150 ksi.
What is known about the specified martensitic steel? The as-received properties are 150 ksi min. yield strength, 220 ksi min. tensile strength, and a typical total elongation (2-in. gauge length) of 5 percent. The workhardening exponent (n-value) is so low that it is immeasurable by standard test procedures. The forming-limit diagram has an FLC0 of 15 percent. Springback is a major source of dimensional variation. Since the elastic stresses that cause springback are proportional to yield strength, the springback is about three times that of 50-ksi-yield steel. A usual mode of deformation for martensitic steel is rollforming because die forming is not possible or limited to very shallow, simple shapes.
To quote your part, you may need to break the part down into four separate pieces and then weld them together. Considering the extreme amount of springback compensation required and the introduction of dimensional variation in welding these four pieces, what is the probability of keeping dimensional tolerances?
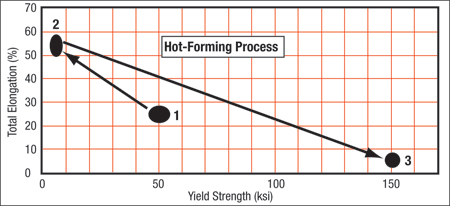
Some industries, especially the automotive industry, have created many final parts with 150 ksi and higher yield strengths by taking a radically different approach. Nothing in the RFQ says the as-received steel must start with those high-strength properties; only the final part needs to meet those specifications. These companies successfully make the parts by hot forming the steel. The premise is simple. Process low-strength steel through the following steps in the schematic: 1) External to the die, cut and preheat the blank to high temperatures to lower the yield strength for maximum stretchability, 2) Quickly transfer the hot blank to the die and form the part without elastic springback, and 3) In-die quench the part to generate the required very high-strength final martensitic microstructure. Process information is amplified below.
• While several steels can be used in the hot-forming process, the most common is a boron-manganese (22MnB5) steel. The as-received properties are 50 ksi min. yield strength, 70 ksi min. tensile strength, and a typical total elongation of 23 to 27 percent. The blank-cutting tools must be designed to withstand these properties.