






 That conversion, though, comes with some challenges. Namely, says CAR:
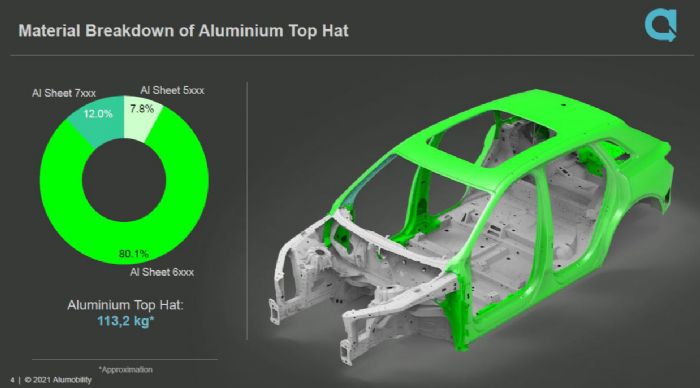
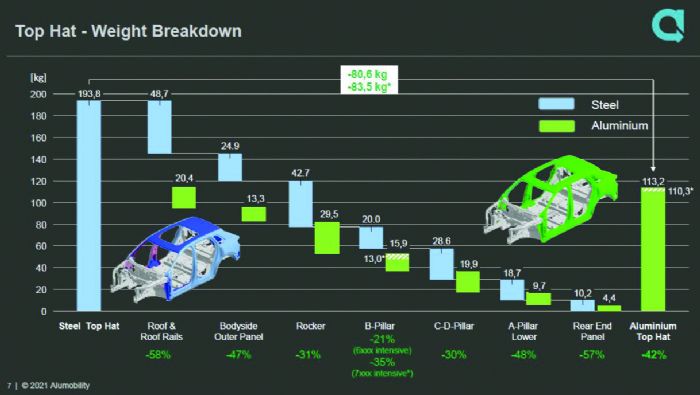
That conversion, though, comes with some challenges. Namely, says CAR:“The aluminum top hat developed for the study utilizes the latest forming and joining technology,” says Alumobility secretary general Mario Greco, who also serves as director of strategy, global automotive at Novelis, “to reduce the number of parts and joints, leading to significant weight savings while meeting or exceeding performance attributes for various load cases.”
Also investigated: the ability to marry the aluminum top hat to a steel underbody, “ensuring that we account for any added complexity and cost,” Greco says, “and understanding the real value created from the total solution.”
Dramatically Reduced Sheet Metal Gauge/Grade Combos
 Commenting on the top-hat study, Alumobility technical director Mark White, who worked for nearly 30 yr. in body design at Jaguar Land Rover (JLR) and with expertise in lightweight-vehicle technology and advanced body development, says:
Commenting on the top-hat study, Alumobility technical director Mark White, who worked for nearly 30 yr. in body design at Jaguar Land Rover (JLR) and with expertise in lightweight-vehicle technology and advanced body development, says:
“We compared a typical aluminum body to typical steel and mixed-material bodies and find that steel bodies have grown in complexity, combining a myriad of grades and coatings. In the end, a typical steel car has between 60 and 70 gauge/grade combinations. With a mixed-material design—one that includes aluminum and carbon fiber, for example—that complexity increases to perhaps 80 to 90 different gauge/grade combinations.
“With aluminum-intensive vehicles, such as the Ford F150 or some JLR models,” White continues, “we see only 20 to 30 gauge/grade combinations, and we don’t need additional protective coatings because aluminum self-heals. This lack of complexity is music to the ears of many OEM manufacturing engineers.”
In another study, Alumobility has investigated developing an aluminum B pillar, “testing our premise using a popular mass-produced electric vehicle (EV),” shares Greco. “We developed a high-strength 6XXX-series aluminum pillar to test side-by-side with the current steel solution.”
In both studies, significant weight savings were realized while meeting or exceeding performance attributes for various load cases and reducing the total number of component parts and joints.
“The goal, then,” shares Greco, “is to drive more in-depth conversation between the aluminum sheet producers and engineers working in the automotive industry, to help engineers understand what they can expect in terms of performance, value and manufacturing integration, for less complexity and more sustainable solutions.”
The Virtuous Weight Spiral
One area of focus, White shares, relates to what he calls the “virtuous weight spiral.” He explains:
“With aluminum, if we can take enough weight out of the BIW and chassis we can downsize the powertrain, a huge benefit with EVs, and perhaps then can even reduce the number of battery modules required—and batteries are more expensive than aluminum. The virtuous weight spiral, therefore, occurs when we save enough weight to downsize the power train, including the battery size on an EV, and use the money saved to pay for any material cost difference for the aluminum.”
This approach enables a lighter overall vehicle with less batteries and more energy efficiency, as demonstrated by another recent Alumobility project, the Last Mile Delivery Van study, where overall cost of ownership was reduced while payload was increased.
When it comes to stemming concerns with the ability to form and join aluminum in automotive structures, the goal of Alumobility through its various studies is to dispel the “urban myths,” says White. “I look at forming of high-strength aluminum sheet the same as I would approach forming high-strength steel parts, dual-phase AHSS grades for example—we see pretty much the same springback, the same thinning and the same elongation as a DP500 steel, for example,” he says. “So, stamping a 6000-series aluminum structural part is similar to stamping a DP500 part, with a similar set of forming challenges. And, there are some great software tools—design and simulation—available to help die designers and metal formers identify what they can and can’t do, so we look to demonstrate this in our projects.”
When automotive engineers talk aluminum, specific grades dominate the conversation:
- 5000 series—Relatively low strength, says White, but fairly ductile and useful for auto-body closures.
- 6000 series—Bake hardened and used for outer panels and structural cold-formed parts.
- 7000 series—"Where we approach the limits for cold forming,” White shares, “and start to look at hot forming for high strength and more complex shapes with the best material utilization.”
In addition, with aluminum metal formers gain some forming options that they might not have with some higher-strength steels, White explains. “Roll forming is a good example of this,” he says, “where we can roll form as easily or more so than steel. We also can extrude profiles, and even combine some parts with structural castings to develop near-net-shape parts, reducing overall part and joint count.”
Formability Guidelines
White and his team at Alumobility are hard at work developing formability guidelines for aluminum. “We’ll start with the basics,” he says. “For example, where a steel part calls for a 2t bend radius, a similar aluminum part requires a 3t minimum radius. The guidelines also will establish safe limits for thinning—18 to 20 percent thinning, for example, compared to 26 to 28 percent on a steel part.”
The challenges with aluminum occur more with drawing, where metal formers fight oil canning or local stiffness issues. Here, says White, die designs must include additional swages to get more stretch from the material, for example.
“Once we understand the rules of the road,” White stresses, “we pretty much can replicate any steel part in aluminum. And when moving to hot forming, we can deliver the same radii, or even tighter with aluminum, than with a hot-formed steel parts. We know that hot-formed aluminum can function in the same vehicle package as an AHSS B pillar or door beam. Hot forming essentially takes away any difference in formability between steel and aluminum.”
What about springback? “We know that we can predict springback; we don’t fear it and it’s no different than with AHSS,” White says. “With the needed springback-compensation rules in place—adding features to the part or cutting the die to compensate—metal formers can do all of the things with aluminum that they can do with AHSS. And here, simulation often is more important that it is with steel.”
In 2022 Alumobility published—and made available on its website—its Single-Piece Aluminum Body Side Outer Panel-Design & Process Guidelines, offering up a slew of recommendations for details such as opening radii; die design and development (five operations typically needed—draw, trim, reform, restrike, flange and pierce); draw-bead design; and recommended trim, shear and pierce angles. And, the document describes and illustrates an aluminum-specific tool design to enhance deep-drawability, using upper-die floating inserts for front and rear door apertures in the bodyside outer panel.
What’s Next?
White and Greco tell us that there’s a joining design guidelines document in the works, a project that’s been ongoing for the past year. And, the group is developing additional forming guidelines as well.
“We completed a big joining project last year,” White says, “and used the outputs of this latest OEM project to help us develop the new guidelines. We’ll share that document on our website, and we’ll do the same with the forming guidelines, using the results of our body-side development project where we’ve gone through a full simulation to show the advantages of aluminum versus existing production parts.”
This approach by Alumobility has seen increased interest and engagement, says White, with further studies coming in 2023 and additional projects confirmed, to demonstrate that a combination of lightweighting and efficiency can produce more sustainable vehicles in the future. MF
View Glossary of Metalforming Terms
Technologies: Materials


