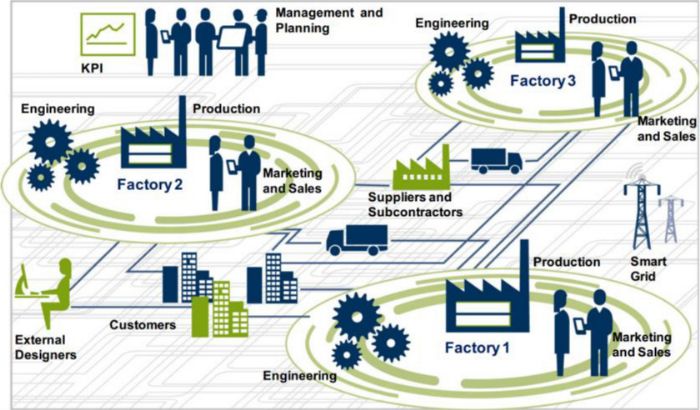
 Industry 4.0 shares many of the concepts of CIM but emphasizes decentralized and largely autonomous systems with common data interfaces (Fig. 1). Along with the rise of the Industrial Internet of Things (IIoT) and Internet of Services (IoS), manufacturing has begun to experience several other recent and undeniable trends, including big data, advanced analytics, human-machine interfaces and digital-to-physical transfer (e.g., additive manufacturing).
Industry 4.0 shares many of the concepts of CIM but emphasizes decentralized and largely autonomous systems with common data interfaces (Fig. 1). Along with the rise of the Industrial Internet of Things (IIoT) and Internet of Services (IoS), manufacturing has begun to experience several other recent and undeniable trends, including big data, advanced analytics, human-machine interfaces and digital-to-physical transfer (e.g., additive manufacturing).Here are some of the most common types of projects supporting Industry 4.0 concepts:
 Integrate all computerized production equipment (Fig. 2).
Integrate all computerized production equipment (Fig. 2).
- Eliminate data islands; humans should not have to convey information from one computerized system to another
–ERP and MES systems
–Machine controls
–Packaging equipment
–Part-marking equipment
–Bundle-labeling printers
–Load scales.
- Minimize paper
–Expand data interfaces between equipment to reduce or eliminate the need for production paperwork
–Use barcode and RFID tags to track all material movements from receipt of coils to loading of finished goods on a truck; these identifiers also can be used to coordinate operations in multistep production processes
- Strive for real-time interfaces
–Continuous flow of data between all levels
–Eliminate large batch operations
–Manufacturing controls should pull data as needed rather than from a periodic push from above.
Add data interfaces to outside companies.
- Customers (internal and external)
–Electronic submission of job data (including custom part data)
–Demand estimates
–Real-time job completion status
- Material suppliers
–Coil-shipment manifest
–Material-certification data.
Collect more data.
Data are cheap, storage costs are low and cloud-hosted solutions minimize the computing and storage burden on IT. You don't know what information will prove useful tomorrow; it’s better to collect more now and delete later rather than wish you had the data.
- Process inputs
–Production details/context
* Date, time, shift, machine, operator, product, material type, vendor, part length, etc.
–Process variables
* Actual material thickness (both sides if slit coil), camber, mill torque, welding current, stretch, etc.
- Resulting outputs
–Productivity
* Production rate
* Time running/halted, plus reasons for downtime or slowdowns
* Scrap generation, and reasons
–Quality
* Automated Inline or offline dimensional-measurement systems
* Manual audits (enforced and recorded by machine controls).
Develop good tools for analyzing the data.
- Correlation between production inputs and outputs
–A correlation coefficient proves useful when there are linear relationships
–Graphical analysis often is helpful for spotting non-obvious relationships
- Performance metrics
–Short term, for immediate feedback for operations staff
* Runtime percent, scrap percent, target percent
* Overall equipment efficiency (OEE) can be misleading when there is high variability in changeover schedule
–Long term, for monitoring continuous-improvement efforts
* OEE.
Put information where it can help the most.
- Use of low-cost consumer-grade tablets, etc.
- Real-time display of current performance data at each machine/process
- Untether staff from desktops.
Recognize implementation challenges.
- Reliability
–Equipment and communications will fail—not if but when
–Designs need to be resilient and tolerant of such failures
–Approach Industry 4.0 similarly to machine safety: No single failure should cause a significant outage
- Security
–IT departments have legitimate concerns about opening doors to corporate networks
- Interoperability/data format compatibility
–Benefits from an industry/government push for standards
–Minimize custom programming
- Workforce availability and training
–Improved usability can minimize training needs, but still may be a difficult transition for many workers
–Increased reliance on technical support staff
- Financial justification
–Ideally companies should follow a plan for auditing expected performance gains post-implementation.
Financial Impact
When justifying investments in manufacturing technology, consider your primary bottleneck. Is it sales or your metal forming machines? In other words, if you could produce X-percent more product, could you sell it at full or at a discounted price?
If the answer is no, then sales is your bottleneck, and you should look at direct-manufacturing costs for potential savings. The most common targets include:
- Unnecessary waste, such as scrap, labor and shipping costs, caused by mistakes or unreliable equipment
- Waste caused by machine or process design
- Labor (direct and indirect production staff).
If sales is not the bottleneck, your opportunity costs may be much higher than your direct-manufacturing costs. The potential increase in operating profit often is a matter of looking at the selling price of a product minus the material cost. Consider labor as part of overhead costs. If you can increase production by 10 percent with existing staff and overhead, the extra production multiplied by the margin on material represents the potential improvement in operating profit.
Industry 4.0 represents an evolutionary step in an ongoing movement toward a higher level of manufacturing integration, rather than a true revolution. Nonetheless, the concepts are valid and there is great potential for companies willing to pursue the vision that it sets forth. As with any investment in technology, every project must have a rational financial justification. MF
NOTE: This article is derived from a white paper prepared by Andy Allman, president, AMS Controls, and reprinted here with permission. With his paper, Allman targeted the roll forming industry; here we apply his concepts to the entire metal forming industry.
View Glossary of Metalforming Terms
See also: AMS Controls
Technologies: Management, Sensing/Electronics/IOT