






 “Although the program assumes a fully autonomous vehicle without a steering wheel, it is essentially focused on the development of a highly efficient steel body structure with an integrated steel battery enclosure. The design calls for no center pillar and a consistent steel side-closure design concept to enhance entry and exit. The program will leverage a broad portfolio of steel grades and manufacturing technologies (forming, joining and assembly) to produce a credible steel-intensive solution within the framework of vehicle technical specifications consistent with contemporary BEV performance requirements.”
“Although the program assumes a fully autonomous vehicle without a steering wheel, it is essentially focused on the development of a highly efficient steel body structure with an integrated steel battery enclosure. The design calls for no center pillar and a consistent steel side-closure design concept to enhance entry and exit. The program will leverage a broad portfolio of steel grades and manufacturing technologies (forming, joining and assembly) to produce a credible steel-intensive solution within the framework of vehicle technical specifications consistent with contemporary BEV performance requirements.” Also of note with EV designs: shorter vehicle front-end compartments, housing numerous control modules rather than a big internal-combustion engine. “This requires a completely different structural design,” Catterall says, “and a more package-efficient design. In addition, we’re seeing some mobility-as-a-service vehicles with no B-pillar, which requires an extremely strong door ring that’s interlocked with the roof rail and rocker.”
Also of note with EV designs: shorter vehicle front-end compartments, housing numerous control modules rather than a big internal-combustion engine. “This requires a completely different structural design,” Catterall says, “and a more package-efficient design. In addition, we’re seeing some mobility-as-a-service vehicles with no B-pillar, which requires an extremely strong door ring that’s interlocked with the roof rail and rocker.”Of course, meeting the evolving material needs of automakers requires continuous development of stamping and welding technology. To wrap its arms around some key technology enablers—some already in use and some in development—AISI recently commissioned an automotive-industry survey of noteworthy forming and welding developments. Conducted for AISI by MetalForming magazine columnists Danny Schaeffler and Eren Billur, the survey reveals more than 25 enabling technologies of note; here we discuss just a handful of those related to metal forming.
Steel tube air forming (STAF)—Here, a press-hardening steel (PHS) tube is preformed in a small press at room temperature, and then transferred to the main press where it is heated to the critical temperature using electrical conduction by passing current through the tube. After heating, the first forming step creates the flanges where the press closes on the partially air-blow-formed tube. In the second step, air pressure completes the process by forming the desired cross-section and overall shape.
 Parts made with the STAF process can have a flange area for further welding/joining to other car-body components. Some peripheral parts can be integrated into a single STAF part, improving productivity and manufacturing cost. The continuous closed cross-section is created without the need for spot welding, improving stiffness and reducing manufacturing costs.
Parts made with the STAF process can have a flange area for further welding/joining to other car-body components. Some peripheral parts can be integrated into a single STAF part, improving productivity and manufacturing cost. The continuous closed cross-section is created without the need for spot welding, improving stiffness and reducing manufacturing costs.
Hot metal gas forming (HMGF) with conductive component heating—Used in the Ford Focus and Bronco and the Jeep Wrangler, HMGF combines the advantages of hydroforming (increased rigidity and functional integration or elimination of joining operations) with those of press hardening (very high strength).
Roll forming with 3D bending—This approach, also called 3D roll and sweep by Shape Corp., which developed the process for fabricating 3D-shaped tubes for roof-rail and A-pillar applications, can replace hydroforming to create smaller profiles. The result is improved driver visibility, added interior space and better airbag packaging. When used in the Mustang Mach E and 6th-generation Ford Explorer and Escape, the process improved strength-to-weight ratio by more than 50 percent and led to an overall mass reduction of 2.8 to 4.5 kg per vehicle.
Flexible roll forming—This process employs CNC-directed forming rolls that can move axially and also rotate to follow part contours. Thus, it allows the forming of parts whose cross-sections change over their lengths.
Roll stamping—Patented by Posco in 2017, this process, which can be implemented in a conventional roll forming line, enhances the ability to create shapes and features not in the rolling axis. Using an automotive door impact beam as an example, Schaeffler and Billur describe using the process to simultaneously form the W-shaped profile in the central section and the flat section that attaches to the door inner panel. This process eliminates the need for brackets or internal spot welds.
 “A global automaker used this method to replace a three-piece door impact beam made with a 2.0-mm PHS-CR1500T-MB press-hardened steel pipe,” they write, “that required two end brackets to attach it to the door frame, with a one-piece roll-stamped CR900Y1180T-CP complex-phase steel impact beam. This substitution resulted in a 10-percent weight savings and 20-percent cost savings.”
“A global automaker used this method to replace a three-piece door impact beam made with a 2.0-mm PHS-CR1500T-MB press-hardened steel pipe,” they write, “that required two end brackets to attach it to the door frame, with a one-piece roll-stamped CR900Y1180T-CP complex-phase steel impact beam. This substitution resulted in a 10-percent weight savings and 20-percent cost savings.”
Acoustic-emission (AE) signal monitoring to detect tool wear and lubrication variability—AE can be used to monitor punch-force signals, with differences related to changing friction conditions. Analysis of variation in punch-force signatures reveals information about the friction state of the process, helping to understand tool-wear progression and variability in the lubrication process.
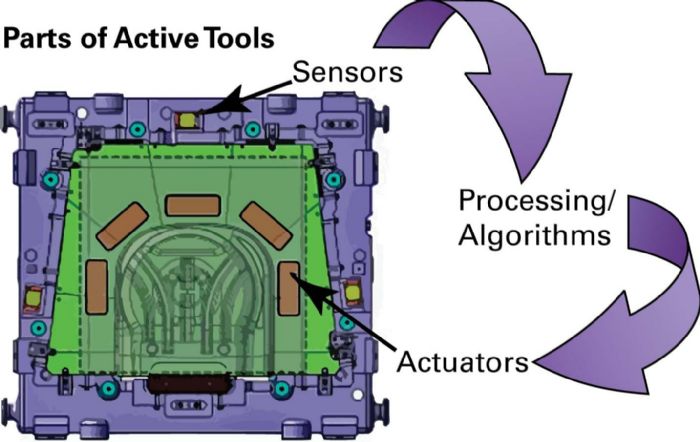
Closed-loop intelligent process control—Schaeffler and Billur draw attention to the growing need for metal formers to adopt Industry 4.0 solutions, citing intelligent process control as an example. The idea is to acquire and process, in real time, key variables from forming operations, including material data, lubrication conditions, process settings and draw-in measurements. Part of the data, then, is used for feed-forward control for immediate quality control along the production line.
“Applied in production of sinks with austenitic stainless steels, which also has the TRIP effect,” write Schaeffler and Billur, “the concept should be applicable to 3rd Gen and other AHSS. (There is a) high likelihood that this or a similar concept makes it into auto production.”
Online draw-in measurement and active blankholder-force (BHF) control—Used by Volkswagen during deep drawing in specific applications, active BHF control helps to control material draw-in. Increasing BHF helps to avoid wrinkling, but excessive BHF may lead to cracks. While typically the deep-drawing process applies a constant blankholder force throughout the stroke using either a hydraulic cushion or nitrogen cylinders, VW AG uses lasers to measure draw-in during the forming process and then locally adjusts BHF using piezo-actuators. It applies the technique for forming the steel spare-wheel well of several VW models, as well as the aluminum hood outer of the Audi A3.
Similarly, explain Schaeffler and Billur, researchers at the Institute for Metal Forming Technology in Stuttgart, Germany, developed a die that features a segmented elastic blankholder with 10 hydraulic pistons, one for each segment. Each piston applies a different blankholder force to the corresponding segment, comparable to a die cushion with fully independently controllable pistons. A piezo-electric sensor determines the stress in the part wall to allow the process to adapt for process variables such as tribological effects, material properties and the temperature of the drawing tool.
Cushion ram pulsation (CRP) for PHS deep drawing—Compared to a conventional hot-stamping process, employing CRP appears to allow for significantly increased drawing depth. The process cycle, developed with 22MnB5 steel, requires a controlled series of multiple but brief ram motion and dwell periods coordinated with movements in the flange gap. Forming begins with the ram moving to draw the part while the gap opens. Then the ram stops during the holding time and the blankholder flattens the flange by closing the flange gap. This motion repeats several times until reaching the desired draw depth.
CRP significantly reduces the total force transmitted and increases the allowable drawing ratio. Slightly opening the flange gap during the drawing process reduces the drawing forces to help avoid stress peaks and optimize material flow. A counter motion of the drawing cushion on the sheet metal blank compensates for any wrinkles in the flange gap.
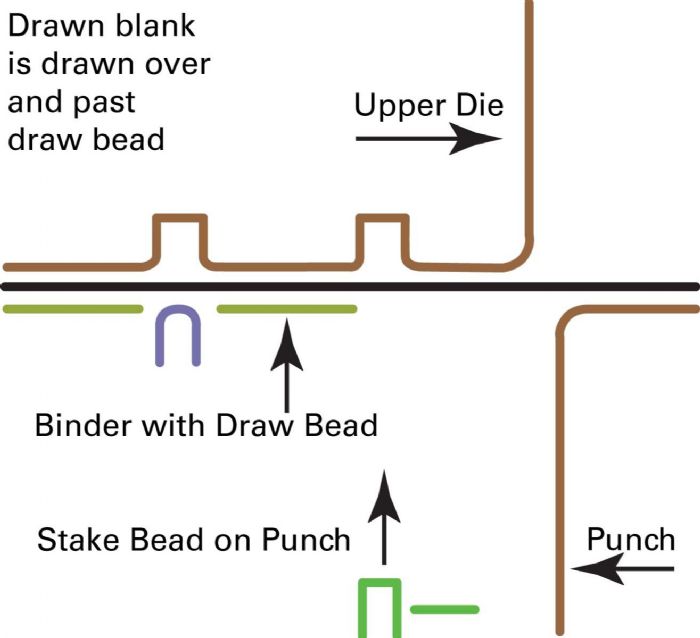
Combination beads to control springback—In a presentation at AISI’s 2021 Great Designs in Steel conference, FCA’s DJ Zhou, presenting on behalf of AISI’s Auto/Steel Partnership and AutoForm, described how different bead configurations outside the draw area can help to control springback. Specifically, researchers are studying the use of draw beads and stake beads to provide for stretch at the end of the stroke, to remove stress from the part sidewalls. MF
View Glossary of Metalforming Terms
See also: American Iron and Steel Institute
Technologies: Materials
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.
 Materials
MaterialsVolkswagen Group wins Swedish Steel Prize for Press-Hardenin...
Tuesday, May 27, 2025
 Materials
MaterialsAvoiding the 7 Deadly Sins of Stamping: Part 5 Metal-Flow Pr...
Art Hedrick Tuesday, February 11, 2025