





 The advantages of abrasive waterjet cutting in fabricating operations become clear when shops compare its capabilities with those of oxyfuel, plasma and laser cutting.
The advantages of abrasive waterjet cutting in fabricating operations become clear when shops compare its capabilities with those of oxyfuel, plasma and laser cutting.PAC can process a larger range of materials than can OFC, but a shorter list than laser. The process works on surfaces covered with paint or corrosion, and can cut grates. On suitable materials, PAC can produce dimensional accuracy to plus or minus 0.008 in.; cut 1-in.-thick mild steel at speeds exceeding 45 in./min.; and reach speeds greater than 200 in./min. on 16-gauge mild steel.
PAC systems carry moderate equipment and operating costs, although their energy use tops that for laser and waterjet. Manual PAC techniques are relatively easy to learn, and the process lend itself well to automation, which can reduce operator training and involvement. However, with each change in workpiece material, operators may need to use a different process gas.
After PAC, shops typically must perform secondary grinding to remove the slag formed around the HAZ and to correct the 4- to 6-deg. bevel at the cut edge, especially prevalent on thicker materials. Cut-edge microfractures also can limit the use of PAC on aerospace parts. Cut quality also can suffer on thicker materials, and the process cannot cut sandwiched layers or materials with interior cavities or voids.
 The energy radiated from vaporized metal during PAC can produce large amounts of dust, smoke and fumes, so thorough workplace ventilation is a must. To avoid compromising cut quality, the cutting head requires regular maintenance of moving parts and consumables.
The energy radiated from vaporized metal during PAC can produce large amounts of dust, smoke and fumes, so thorough workplace ventilation is a must. To avoid compromising cut quality, the cutting head requires regular maintenance of moving parts and consumables.
Laser-Beam Cutting (LBC)
Unlike PAC, the LBC process produces fast, accurate, intricate cuts in sheet, plate or tube, all with minimal operator involvement. The process also can handle ceramic, plastic, rubber and wood, in addition to most metal alloys, and can cut thick and thin material.
Easily automated, the speed of the LBC process gives it an advantage on suitable materials, enabling it to cut thin sheet at more than 1000 in./min. LBC yields kerf widths from 0.006 to 0.015 in. and cut-edge squareness with less than 1 deg. of variance, and can cut hole diameters less than half the thickness of the workpiece material.
LBC consumes a significant amount of energy and assist gas, and requires attention to safety to protect against burns and eye injuries. The process also can produce gas emissions that require thorough ventilation; equipment and operating costs can run high; and some LBC setups struggle to handle thicker materials.
Additionally, reflective materials such as aluminum can damage a laser's focusing lens if proper precautions aren’t taken. And, because of the HAZ from the LBC process, tool steel makes the do-not-cut list, although the HAZ from a laser typically runs narrower than that from PAC.
Further, surface oxidation and variations in material quality can trip up the laser beam’s focal point, in some cases causing a loss of energy input and cutting accuracy. And, as with PAC, the laser tends to produce microfractured edges that can require secondary processing to correct edge roughness.
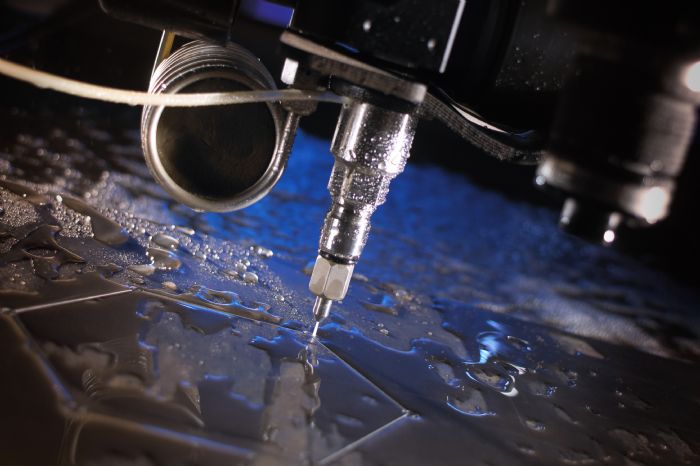
Abrasive Waterjet
Compared to cutting processes that rely on or produce heat, abrasive waterjet stands alone in its cost-effective ability to produce precise cuts without an HAZ, slag, decarburization, microfractures or the need for secondary processing. In addition, the process easily handles materials that cannot survive heat-based processes. It cuts without altering the molecular structure of the workpiece or producing material stress; requires almost no setup; and can perform secondary processing as well as one-step cutting.
Like OFC, abrasive waterjet can cut thick steel, and like PAC, it is relatively simple to use and can cut uneven surfaces. Like LBC, it makes quick, precise work of thin materials.
Unlike other processes, however, abrasive waterjet does not produce fumes, smoke or dust, and its consumable costs are modest, with no need for volatile gases. With software-based controls, programming an abrasive waterjet system is relatively simple to learn and operators quickly can master advanced programming and processing techniques.
With no heat sources and no direct contact between the cutting equipment and the workpiece, abrasive waterjet excels at dealing with materials that do not melt, cannot tolerate heat or already have undergone heat treatment. While it may cut slower than PAC and LBC, it outperforms OFC on speed.
One of abrasive waterjet's foremost advantages is the wide range of reflective, conductive and non-metallic materials that it can cut, including aluminum, brass, cement, composites, fabric, foam, food, glass, granite, leather, paper, plastic, rubber, stainless steel, steel, stone, tile and wood. With smooth cut edges and the ability to process nested parts and intricate paths, waterjet cutting can eliminate secondary processing and enable shops to skip outsourcing on many jobs.
Advanced motion controls enable waterjets to cut with a precision of ±0.005 in., and in some cases to within 0.001 in. Using computer-controlled taper compensation and multiaxis cutting heads can expand process versatility with advanced capabilities, including six-axis cutting.
Available to metal formers are compact waterjet machines that offer portability, second only to the OFC process. Setup time is minimal, and programmed nesting enables maximum yield from raw material. Finally, because abrasive waterjet uses only water and garnet to produce its cutting power, the process can result in far less environmental impact than other cutting processes. MF
Article contributed by Omax Corp., Kent, WA; www.omax.com.
View Glossary of Metalforming Terms
See also: Omax Corporation
Technologies: Cutting
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.
 Cutting
CuttingOmax Launches Mobile Ordering Application
Thursday, June 20, 2024