 With that backdrop in mind, consider the capabilities of your plasma-arc cutting (PAC) technology. Would you be able to respond if a customer requested:
With that backdrop in mind, consider the capabilities of your plasma-arc cutting (PAC) technology. Would you be able to respond if a customer requested: If projected utilization rates cannot justify a dedicated automated system, note that manual PAC setups can be adapted easily for automation via mechanized torch kits containing the required electrical connections and CNC interface for basic commands. This allows the user to switch easily between processes. Similarly, an air-plasma system with a built-in CNC interface can be used for manual plasma work simply by connecting the right torch. In either case, the drawback is that single-gas air-cooled torches feature a shorter consumables life, which reduces profit margin on larger projects.
If projected utilization rates cannot justify a dedicated automated system, note that manual PAC setups can be adapted easily for automation via mechanized torch kits containing the required electrical connections and CNC interface for basic commands. This allows the user to switch easily between processes. Similarly, an air-plasma system with a built-in CNC interface can be used for manual plasma work simply by connecting the right torch. In either case, the drawback is that single-gas air-cooled torches feature a shorter consumables life, which reduces profit margin on larger projects.
To bridge the gap, consider a conventional PAC system, which introduces dual-gas technology (one gas for the plasma gas and another for shielding), water-cooled torches and gas controls built into the system. Dual-gas systems constrict the arc more than single-gas systems, increase precision and deliver a cut width of about 0.095 in. when cutting 0.5-in.-thick steel at 100 A. They further enhance cut precision because post-cut grinding might not be necessary, as using oxygen as the plasma gas for cutting mild steel reduces nitride formation. The cut may well be weld-ready, but note that welding codes may specify mechanically finishing of the surface. Dual-gas systems also extend consumables life because torch components stay cooler and last longer.
High-precision plasma systems also use dual-gas technology, but the torch components constrict arc density and arc force to a much greater degree―think of the difference between the three cutting technologies as the precision between a butter knife, steak knife and surgical scalpel. A high-precision cut on 0.5-in.-thick steel at 100 A would yield a kerf of 0.091 in. and a cut accuracy of ±0.01 to 0.05 in. Parts can go straight to welding or the next fabrication step with little or no additional edge preparation because the cut will have a smooth cut surface with nearly vertical drag lines, a square cut face with a bevel angle of 0 to 3 deg., minimal top-edge rounding, little to no top spatter or bottom dross, no nitride contamination. and good mechanical properties in welded components.
 High-precision systems also cut much faster than manual or conventional technology. For 0.25 in.-thick material, expect speeds to 150 in./min. on steel, 70 in./min. on stainless steel and 100 in./min. on aluminum. A human simply cannot move that quickly and maintain any degree of precision, much less maintain such a pace over an 8-hr. shift. While a high-precision power source costs about double that of a conventional system, the system can pay for itself in short order through achieving faster cutting speeds, harnessing the power of associated software (see below), eliminating post-cut edge preparation and lowering consumables cost. In fact, high-precision significantly lowers cut-cost per foot because the consumables last perhaps 2000 or more arc starts per set on 0.5-in.-thick mild steel, as compared to 1200 for conventional plasma and only a few hundred for air plasma.
High-precision systems also cut much faster than manual or conventional technology. For 0.25 in.-thick material, expect speeds to 150 in./min. on steel, 70 in./min. on stainless steel and 100 in./min. on aluminum. A human simply cannot move that quickly and maintain any degree of precision, much less maintain such a pace over an 8-hr. shift. While a high-precision power source costs about double that of a conventional system, the system can pay for itself in short order through achieving faster cutting speeds, harnessing the power of associated software (see below), eliminating post-cut edge preparation and lowering consumables cost. In fact, high-precision significantly lowers cut-cost per foot because the consumables last perhaps 2000 or more arc starts per set on 0.5-in.-thick mild steel, as compared to 1200 for conventional plasma and only a few hundred for air plasma.
Process Flexibility
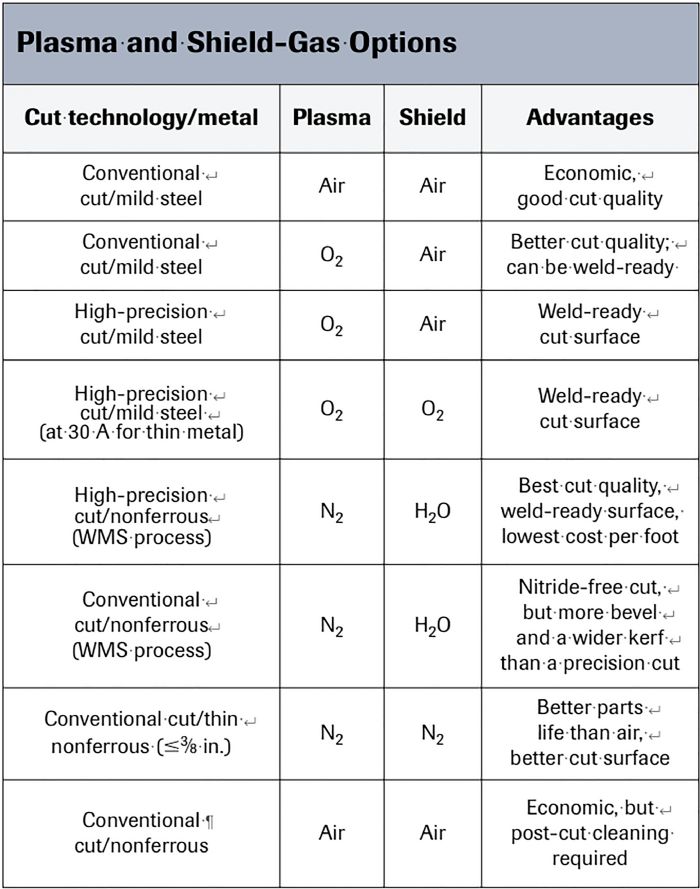
Dual-gas systems offer the flexibility to use air, oxygen, nitrogen or argon/ helium as the plasma gas, and air or nitrogen as the shielding gas to improve cut quality, eliminate dross and, as noted, increase consumable life. The table on page 26 summarizes gas options and benefits. For cutting mild-steel parts to be welded or where good fit-up is important, most fabricators today elect to use high-precision systems with oxygen as the plasma gas. To evaluate cut costs, quality, speed and consumables life, PAC-system manufacturers can provide sample cuts.
For cutting nonferrous metals such as aluminum or stainless steel, consider the benefits of water mist secondary (WMS) technology, offered as an option with some PAC systems. This technology, which requires a specialized torch, uses nitrogen as the plasma gas and ordinary tap water as the shield gas. During cutting, the energy from the plasma gas divides the water in the torch into its principal components, hydrogen and oxygen. The hydrogen creates a reduced atmosphere in the cutting zone, isolating it from contaminating elements, and producing a clean, dross-free cut and nitride-free cut surface.
The Controller
Fabricators making their first foray into automation may be tempted to use a PC loaded with CAD/CAM software and cutting controls in place of an industrial controller, and therein lies the problem: PCs are meant for an office, not a shop. They are susceptible to dirt, grinding dust and electrical interference. Further, PCs freeze or crash more frequently because they run so many extraneous programs, the vast majority of which have nothing to do with controlling the system. Should that occur mid-cut, it may cause hours of downtime or ruin a plate and waste hundreds of dollars of material.
Conversely, industrial controllers use operating systems designed for an industrial environment. They are shielded from the elements, designed to withstand high-frequency interference and come backed with U.S.-based customer-support teams. In addition, they only run essential software routines, meaning much less likelihood of a crash. To minimize potential downtime, consider a CNC controller with internet-based remote-control diagnostic capabilities.
Next, consider that the high-precision automated plasma process requires precise timing and movement control across about a dozen variables. To better ensure process coordination and cut speed/quality, source the controller, power source, torch lifter, gas control and servo drives from the same manufacturer. Doing so also simplifies wiring and cabling, as the manufacturer will supply it with the components.
Lastly, consider the software available with the CNC. Be aware that some controllers simply execute the codes for moving on a straight line or a curve, and execute commands to change speed or activate accessories. Such a controller doesn’t understand if the arc rounds a square corner, cuts an imperfect circle or creates excessive bevel. That may work fine for an air-plasma system, but high-precision cutting systems need a CNC that combines programming and plasma cutting expertise. The right software can provide real-time orchestration between all the key elements of a cutting system, including the power source and the accessories connected to it. The results show in the quality of every cut and in each month’s operating profit.
Further, the CNC software operates with a touch-screen graphical interface that enables any operator, regardless of plasma or programming expertise, to obtain the best quality or fastest cut possible.
With experienced plasma-table operators hard to find, leveraging the power of software is essential for maximizing productivity. Other valuable software functions include automatic-nesting tools, tools to reduce scrap and to reduce the number of pierces and cycle time (with cost savings to 40 percent possible), job-estimating tools, and hole-optimization technology to produce bolt-ready holes. Other valuable functions: the ability to import DXF files directly into the CNC, and CAD-tools and part-shapes libraries that enable the operator to design and/or modify parts, and cut paths at the CNC. Companies looking to retrofit may want a CNC that allows them to continue using existing office software and nesting programs.
Upgradeability
The oldest conundrum in the PAC world: How big of a system should I buy?
For MetalForming readers working with thinner sheet metal, this point is moot, as even the smallest high-precision power sources offer more than enough cutting power. They produce at least 100 A of power, and as much as 130 A in one case, at 100-percent-duty cycle. Such a system is optimized for piercing and cutting 0.75-in.-thick sheet metal and can cut 0.5-in.-thick steel at 85 in./min. That capacity covers about 90 percent of all applications, which may allow readers to explore new markets. Having that additional cut capability available can bring a measure of comfort in these times of uncertainty. MF
View Glossary of Metalforming Terms
See also: ESAB Welding & Cutting
Technologies: Cutting