When Laser Blanking Is the Best Bet
December 1, 2017Comments
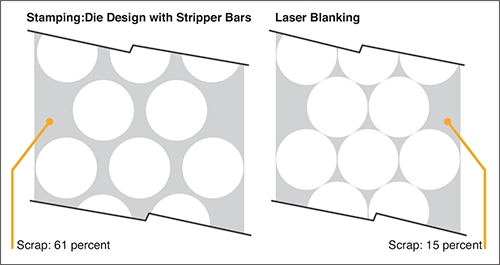
The process can hold its own compared to blanking via a stamping press. Here's how.
 People tend to think of laser blanking as a niche manufacturing methodology or prototyping resource, and mechanical stamping as a process better suited for high-throughput environments. However, a multitude of factors determine what makes a successful manufacturing operation. These factors include customer responsiveness, product quality, efficiency, flexibility, maintenance and scrap reduction, material-yield improvement, overall cost reduction, and profitability. Given the advances in laser technology, manufacturers may find, in many cases, that laser blanking offers a more economical option than stamping.
People tend to think of laser blanking as a niche manufacturing methodology or prototyping resource, and mechanical stamping as a process better suited for high-throughput environments. However, a multitude of factors determine what makes a successful manufacturing operation. These factors include customer responsiveness, product quality, efficiency, flexibility, maintenance and scrap reduction, material-yield improvement, overall cost reduction, and profitability. Given the advances in laser technology, manufacturers may find, in many cases, that laser blanking offers a more economical option than stamping.
Responding to Customer Needs
If the customer isn’t happy, nothing else really matters. With that in mind, let’s start with improving customer experience and responsiveness. In today’s market, mass customization represents a key component in customer satisfaction. Consumers drive manufacturers to produce more models yet lower volumes of everything from cars to appliances more quickly, more efficiently and at lower costs. Meeting this shift requires the agility to respond quickly and to meet rapidly changing product designs and materials, and to do so in a cost-efficient manner. When the investment required to manufacture a part no longer can be spread out over a large number of parts, it must be divided over the lower volume. One of the best methods to address this: Reduce setup time and tooling costs.
The traditional stamping process requires extensive die production time, taking anywhere from 6 mo. to 1 yr. to develop the original forming diesets. Add more time during tryout for modifications to the blank shape in order to assist the forming process, as well as an additional 14-16 wk. to produce the final production blanking die after tryout completes.
So, imagine eliminating the need for a die, and simply programming a CNC laser unit to cut a desired shape. No need for expensive tooling; instead, parts could be delivered in a few days, in any quantity.
Laser cutting provides this ability. With no dedicated tooling, material can be ordered and programming accomplished in less than one day–sometimes in just a few hours. Import the part shapes into the CAD/CAM system, orient and nest them to maximize material usage, and send the program off to the machine for processing. Need a change? Just tweak the program.
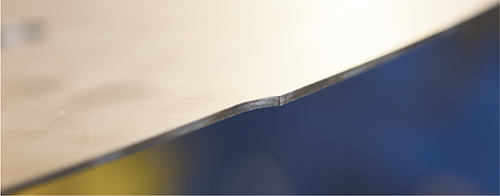
Laser blanking produces a clean edge, regardless of the material being processed.
“We can change over from steel to aluminum or other material types,” says Kyle Adams, WSP plant manager. “The leveler can handle advanced high-strength material as hard as 1200 Mpa.”
The company’s blanking system achieves changeout times of 5 to 7 min. as compared to 30 to 35-min. changeovers for the company’s conventional blanking dies.
New Materials Require New Methods
Use of lightweight material has increased across many industries, with advanced high-strength steels (AHSS) playing a significant role in the automotive sector. These steels are predicted to comprise as much as 40 percent of vehicle content on body and closures by 2025, which makes for some big changes on the pressroom floor.
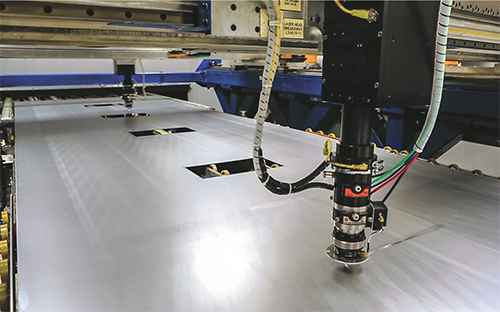
A laser-blanking line can accommodate multiple cutting heads (such as this two-laser setup) to speed cut time and increase productivity.
AHSS requires greater tonnage during stamping, forcing manufacturers to consider future equipment needs in favor of larger, more expensive stamping presses. Higher physical forces also take their toll on diesets and presses. Bearings and sliding surfaces wear more quickly, increasing the frequency of scheduled-maintenance downtime.