







Laser Cutting Made Sense on Lower Volumes
 |
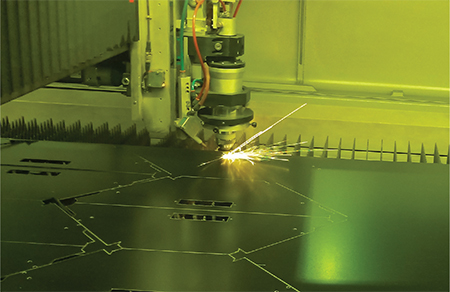
| The laser cutter helps the company save on material via optimized-nesting software (see the tight nesting pattern on the control screen), as well as the ability to cut closer to sheet edges and use remnant sheets to cut parts. |
“When we started needing more flat parts we bought our first turret punch press, 13 years ago, and six years ago added another,” says Wortman. “Then we started thinking about programming for laser cutting.”
Thinking gave way to doing, as in April 2018 the company installed a 2-kW fiber laser-cutting machine from CYLaser America LLC, Sterling Heights, MI. Ease of install and operation enabled it to contribute to production within a week. The CY2D L3015 2D laser, featuring a 5 by 10-ft. work area, resides in Detroit Radiant Products’ CNC room with the two turret presses and three of the plant’s four press brakes. The fiber laser cutter can process mild steel in thicknesses to 0.6255 in., and stainless steel and aluminum to 0.25 in., with repeatability precision to 0.001 in.
Even with overall high volumes, given so many different specific products the company finds plenty of lower-volume opportunities to bring its new machine into the manufacturing equation, complementing a robust stamping-press lineup. In operation at Detroit Radiant Products, the laser machine primarily cuts mild and stainless steels as well as aluminum (some of that material coated) in thicknesses from 0.024 to 0.125 in.
“We typically use the laser machine on flat-part volumes to 5000/yr.” says Wortman, who, along with Mark Stapleton, the company’s plant manager-maintenance, and Cody Stewart, sales coordinator, provided MetalForming with a plant-floor tour. “We have enough niche business to keep the CNC equipment, including the laser machine, busy. The laser only cuts flat, but the cut is so clean. For an internal part or a part requiring threading, we use the turret presses, but for a clean, fast cut on a visible part, that part is destined for the laser.”
The fiber laser-cutting addition also pays big dividends in prototype and new-product work.
“When we launch new products, laser cutting gets us through the first few thousand parts,” Wortman says. “Our strength still lies in dies, and once we determine an acceptable ROI, we will tool up for the stamping presses.”
As one example of the laser-cutting contribution, company officals describe work for some European customers.
“To better accept various fueling options on heaters, these customers may want resized air orifices (the size of which affect fuel-burning efficiency and characteristics) for testing,” Wortman says. “That’s perfect for the laser-cutting machine. We also use the machine to brand customer logos into products. All of these capabilities help us get and keep contracts.”
 |
| All products are fully tested before shipment. Shown here are radiant heaters. |
“We came up with an idea, cut it on the laser machine, attached it, and off we went,” explains Wortman. “Problem solved.”
Such quick design changes and rapid implementations are a common occurrence these days at Detroit Radiant Products. Another example, heaters for restaurant patios, which benefitted from more aesthetically pleasing rounded edges on corner sheetmetal parts.
“We do that on the laser-cutting machine…where looks matter,” Wortman says.
Given all of these opportunities, the new machine stays busy, and has been identified as one of six key machines by company management, meaning that it runs 12 hr./day.
Advantages in Programming and Setup
Describing the company’s inventory strategy as “just in case” as opposed to just in time, company staff keep the laser burning to carve out extra parts for future orders and extra heating units and burners. The seasonal nature of its heating products demands that Detroit Radiant Products keep its representatives stocked—stocked items will move, but if a heater isn’t available, potential customers tend to go elsewhere.
Quicker to program and set up than the company’s turret punch presses, the laser-cutting machine can have a sample part programmed and under the laser within 15 min., where programming and tool setup for a turret unit may take as long as a day. Quicker and neater cuts provide a laser-cutting advantage, especially, as mentioned above, on visible parts.
The new machine also saves on material as compared to the turret punch presses via optimized-nesting software, as well as the ability to cut closer to sheet edges use remnant sheets to cut parts.
Also, notes Stapleton, for mild-steel parts where cut finishes are not critical, the laser-cutting machine can run off of 145-psi shop air (courtesy of a booster compressor) as opposed to nitrogen, thus saving the gas for stainless and other fine-edged parts.
“The speed, ease of use, cut quality—all of it has made our new laser cutter an amazing machine for us,” says Wortman. “Will this take the place of stamping for high volumes? No, but it has moved the economic threshold. Whereas 2000 parts may have been the cutoff for moving from laser cutting to hard tooling and stamping, now it’s 3, 4 or 5000 parts. We’re still working to better optimize nesting and programming to reduce scrap, and to make sure that our engineering part files match with what technicians see on the shop floor, but, overall, the laser-cutting machine has worked out very well.” MF
View Glossary of Metalforming Terms
See also: CY-LASER America LLC
Technologies: CNC Punching, Cutting

