








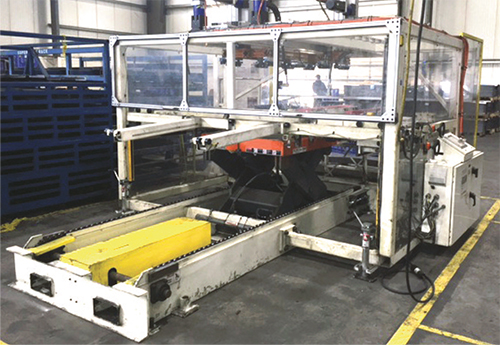
To arrive at the final system setup took some customization, says Billingsley. “When the conveyor was originally built, it was a solid shaft that ran both belts at the same speed using one drive,” he says. “Before we put it into production, we saw that the parts exited at as much as a 45-deg. angle, so we split and modified the conveyor and added a second drive to change the speed in order to rotate the parts into proper position for stacking.”
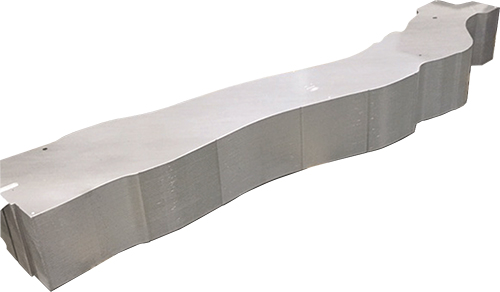
“The angled exiting of parts is necessary because the exit end of the press measures 75 in. wide and the feed-line width is limited to 72 in.,” explains Cousineau. “Because some of these blanks are up to 97 in. long, the strip layout and dies had to be designed at an angle in order for the blanks to properly exit the press.”
Further, to address tailout issues without interrupting part flow, telescopic arms were added to carry the tail past the part stack before placing it on the floor, says Cousineau. “Our challenge,” he says, “was how to get that tail through the machine without hurting parts flow, and without moving the machine away from our press to ensure that alignment stays true.”
Team Effort
Cross-functional efforts figure prominently into the Shiloh Production System (SPS) continuous-improvement efforts, and this precision stacking system is a prime example of such an effort, says Cousineau, adding that SPS emphasizes safety and environmental, quality, lean operations, and productivity, all of which impact the automated stacking system.
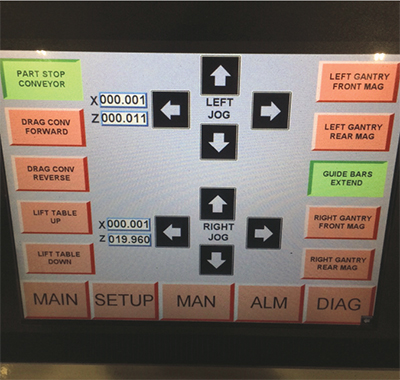
“Our average changeover time decreased 40 minutes,” says Cousineau, “and that includes locating the stacker in place on the press, selecting the program and adjusting hard stops.” Another tangible effect of these efforts, says Cousineau, is the painted targets on back of the press, “so that when workers are placing the stacker, they just line it up according to the target, so they know exactly where to set it.”
Cousineau says Shiloh’s cross-functional team for this project represented plant engineering, operators, maintenance, quality control and plant management, and that together with BMC experts “were able to identify and implement changes midstream to keep the project moving smoothly.”
Adds Jones, “Virtually every facet of this facility was involved with the building of this line. We have 68 employees, and 10 of them were closely involved in the project. This really was a great opportunity for us to build the best mouse trap possible, and we did.” MF
Technologies: Coil and Sheet Handling
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Coil and Sheet Handling
Coil and Sheet HandlingBlanking Line Supports Automotive’s Southeastern-U.S. Progre...
Brad Kuvin Wednesday, February 8, 2023
 Coil and Sheet Handling
Coil and Sheet HandlingAutomatic Feed Introduces Edge Stacker for Surface- and Edge...
Thursday, February 17, 2022
 Coil and Sheet Handling
Coil and Sheet HandlingAutomatic Feed Debuts New Coil-Feed Lines, and the Edge Stac...
Monday, February 7, 2022