






 <
<Also critical to its successful implementation of the new lines was a new 12-in. alligator-style peeler that feeds the 110-ton press, to allow for hands-free threading of particularly thick material. Supplied by Coe Press Equipment, Sterling Heights, MI, which modeled the device after similar technology developed several years ago for its large-capacity machines, the new peeler-dekinker provides hands-free motorized threading capability for users of small and mid-sized straighteners. “It allows us to thread up a new coil of that heavy stock in less than 5 min.,” says Williams.
Coe Press also supplied (along with its distributor partner Stafford Machinery Co., Little Rock, AR) identical, more conventional feed lines for the 200- and 600-ton lines that include servo feeds, straighteners, threading reels, and 10,000- and 20,000-lb.-capacity coil cars, respectively. The servo feeds mount to the press and pull material out of a free slack loop. A 42-in. line mounts to the 600-ton press, a 36-in. line to the 200-ton press. Stafford also installed Wintriss SmartPac 2 controls to each new line, with the Wintriss Lets Line Efficiency Tracking Software.
The Diversification Journey
Hickory Springs began in 1944 as a manufacturer of coiled springs for
furniture and eventually became one of the largest manufacturers of motion mechanisms for furniture items such as recliners and sleep-sofas. It also operates an automotive-supply group (Hickory Springs Automotive) and a tube-mill division. Core competencies in metalforming include fourslide and clip stamping, and when the market for its core products dropped off beginning in the early 2000s, the firm looked to capitalize on its metalforming expertise to expand into new markets. “Beginning in 2006, we set out to diversify to where at least 20 percent of our work would be outside the furniture industry,” says Williams, describing the goal of managers at the Ft. Smith plant, one of only two metalforming shops serving Hickory Springs, which operates 55 plants in all. “Immediately taking advantage of the customer base from our tube mill, we were able to quickly add some of those customers to our stamping-customer list and provide them with parts as well as value-added assemblies. Contract stamping now accounts for some 80 percent of our production—we’re manufacturing components for the RV and automotive industries, as well as for retail stores,” adds Williams.
Coe Press supplied identical, conventional feed lines for the 200- and 600-ton presses, which include a servo feed mounted to each press as well as a straightener, threading reel and 20,000-lb.-capacity coil car. A 42-in. line mounts to the 600-ton press, a 36-in. line to the 200-ton press.
The big job in that lot has been stamping and welding automotive subassemblies (for one of the company’s tube-mill customers), a project that launched in February 2010. “Some of the dies for this program measure 12 ft. long,” says manufacturing engineer Tim Wells, “which filled up the biggest press we had when we first bid on the project. So, we went looking for a new press to handle those dies and that allow us to work with even larger dies.
“This facility had not purchased any new press equipment in a long time,” Wells continues, noting that much of the metalforming equipment in the plant had been acquired on the used market. “Our press lines had been mixed and matched, and so did not als operate at their optimum efficiency level. When we committed to expanding and to becoming
 |
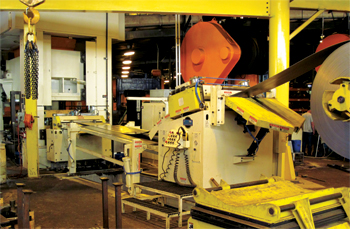
| The plant’s new 200-ton press line runs some of the smaller dies needed for its automotive-assembly program, such as the stamped brackets shown exiting here from a two-out die that runs at 50 strokes/min. |
a supplier of contract stampings that customers could rely on—not only for quality but also for quick turnaround on high-volume work —we decided that new, fully engineered press lines were the to go. And we’ve been proven right on that belief, over and over again.”
“We’re setting up stock levels with each customer,” adds Williams, “to ensure we can meet just-in-time requirements. Deadlines are particularly tight with one of our retail-store customers, for whom the stock level might be 10,000 for one part and then they’ll get a contract for 100,000 and need them in two weeks. We’ve got to be able to react quickly, and before we acquired the new presses that type of reaction time challenged us. But the new high-speed 110-ton press line and the 200-ton line have allowed us to more efficiently meet those larger orders on time.”
Carefully Calculated Purchases
The three fully equipped press lines joined the 32,000-sq.-ft. pressroom in January 2009—overall, the plant offers 180,000 sq. ft. of floor space, including a 20,000-sq.ft. fabrication shop. The 600-ton model, a straightside press, was carefully specified by Wells after evaluating the larger dies—weighing as much as 26,000 lb.—used to stamp automotive parts.
“I evaluated the point in the stroke where the parts would start to draw,” Wells says, and calculated the energy required, comparing the calculations to the press-energy curves from Aida.
“We needed a more engineered approach to setting up all of the lines,” continues Wells, again thinking back to how the rest of the shop’s equipment had been acquired. “We had some undersized equipment, including some cradle straighteners that performed fine for heavy-gauge work such as stamping 7- to 14-gauge steel brackets, but would show some deficiencies on lighter gauge material such as automotive parts of 0.030-in. stock. So we specified the 600-ton press line specifically for that thinner-gauge work, while wanting to run at a 36-in. progression at 25 strokes/min.”
Stamping automotive parts, the 600-ton press processes five different dies on a regular basis, with typical part quantities of 10,000; it takes two weeks to complete the cycle. Smaller parts run on the new 200-ton press, a gap-frame model, at about 50 strokes/min.
Focus on Quick Change a Must for Contract Stampers
One of the critical success factors to operating high-volume high-speed press lines for contract stampers is quick changeover, and Wells and his team promptly attacked that operational area.
“For example, the biggest challenge we have on the 110-ton press line,” Wells notes, “which runs as quickly as 100 strokes/min., is that we can run through a 6000-lb., 72-in. coil in less than an hour. We’re changing coils as many as 10 times/shift. All of the standard features on the Coe servo-feed lines, as well as the new alligator-style peeler, have helped us fine-tune the coil-change procedure to just 8 to 9 min.”
One of the most common jobs running on the 110-ton press is stamping small plates for retail-store customers, from ¼-in.-thick stock 2 in. wide. “We stretched the line out as much as we could,” says Wells, describing efforts to dekink the material, “but we still fought coil set and struggled to get the material into the debend station. Here’s where the alligator-style peeler saved us—it captures the coil and forces it straight into the straightener without having to worry about coil set.”
The two-axis peeler table has a telescoping peeler blade to reach the leading edge of the coil; tapered ends facilitate threading of wide as well as narrow coils. Meanwhile, the upper dekinker table includes a motorized threading roll—during threading, the leading coil edge is pinched between this roll and the peeler table, and then the peeler table lowers to dekink the material.
“We like the unit so much that we expect to purchase one for the new 200-ton line as well,” says Wells.
More Quick-Changeover Development to Come
With coil changes down to less than 10 min., Wells and his team aren’t done fine tuning the process to yield additional press run time. He expects to be able to cut coil-change time in half, by enhancing some of the pressroom’s practices and procedures.
“For example,” Wells adds, “we stage a lot of coils lying on their sides on pallets; we’ll look to stage them upright in racks so they’re ready for loading as soon as possible. And, we’ve begun to use end-of-stock sensors so that operators can—with confidence—begin his coil-change process as soon as the end of the coil departs the mandrel, rather than wait for that last 20 ft. of material to run through the press.” MF
View Glossary of Metalforming Terms
See also: Coe Press Equipment Corporation, Aida-America Corp.
Technologies: Coil and Sheet Handling, Stamping Presses
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Coil and Sheet Handling
Coil and Sheet HandlingDallas Industries Delivers Feed Line to ODM Tool & Manufactu...
July 9, 2025
5 Questions About Air Feeds; 5 About Servo Feeds
Bradley Nordlof April 17, 2025


 Video
Video