Automated Setup Plays a Key QDC Role
The feed line is equipped with a control-automation package to automate setup based on preprogrammed job or part numbers. Feed progression, speed, straightener-head settings, material width for stock-guide location, uncoiler brake tension and magnetic conveyor settings all store in memory for each job. The control also can calculate initial straightener-roll depth settings based on material parameters, removing the guesswork. Overall, the control is a big contributor to quickening the pace of die changes.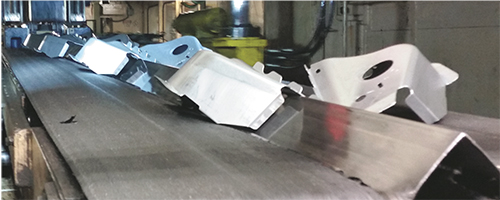
Icon Metal Forming stamps an array of small- to medium-sized automotive body-in-white stampings, delivered to its inhouse resistance-welding cells as well as to its sister engine-cradle assembly plant in Riverside, MO.
“We’re changing out dies more often than ever,” says maintenance manager Mark Harbeson. “For example, on that transfer press we change tools 10 to 15 times per day (the plant runs around the clock). The goal is to minimize working capital and increase inventory turns, and we’ve made a lot of progress. For example, our inventory turns have increased from an average of 13 to 23. Die-change times also have dropped dramatically, by an average of 70 percent on our transfer presses. Part of that comes from automating coil-line setup, and part comes from basic organizational changes such as standardizing tasks and ensuring that QDC team members are ready and available when called on.”
“QDC is a coordinated effort,” adds Kasey,” and the results reverberate throughput the entire facility. Not only did changeover times decrease (from an average of 40 to 60 min. down to just 10 min.), but they’re also very repeatable and predictable now.”
Of course, higher throughput in the pressroom means that downstream welding operations can’t become bottlenecks. Here, the plant has been busy standardizing its resistance-welding cells and replacing outdated equipment with new robots and servo guns.
A Big Boost to Production Capacity
Icon stamps an array of small- to medium-sized stampings, delivered to its inhouse resistance-welding cells as well as to its sister engine-cradle assembly plant in Riverside, MO. Among its high-volume jobs are structural apron parts, cross members and other body-in-white parts.
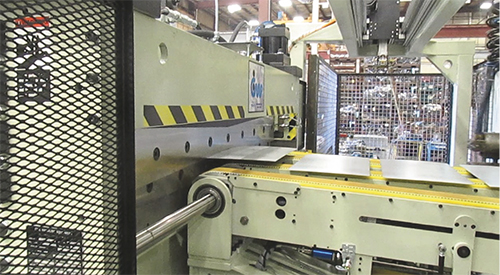
All of the company’s efforts in the last couple of years to drive productivity have added up to allowing Icon to a doubling of throughput from Icon’s pressroom, with only a nominal increase in head count and without adding new presses. For example, the 2000-ton Komatsu transfer line now runs at 17 to 20 strokes/min., up from 12 to 14 strokes/min. prior to the upgrades.
The press, with a 108 by 216-in. bed, stamps 16 different production parts, and several service parts. Of these, 75 percent utilize the inline shear and blank-handling setup (in progressive mode, the shear stays open and the coil feeds through directly into the press). And, the press’s original transfer system also received a refresh in 2015, with state-of-the-art Rockwell servo drives added on all three transfer axes to further increase press versatility.
“Twenty percent of the new jobs coming in consume advanced high-strength steels,” says assistant materials manager Kevin Harbeson. “And we expect that amount to double within the next couple of years as we begin to take on more and more undercarriage work.” MF
View Glossary of Metalforming Terms
See also: Formtek-ME, Komatsu America Industries, LLC Press Technology Division
Technologies: Coil and Sheet Handling, Stamping Presses