When Less is More: Turret-Press Tool Sharpening
February 1, 2012Comments
A change in slitting tools at Dedoes Innovative Manufacturing increases turret-press uptime, while use of cluster and special-application tooling delivers additional productivity benefits.
A change in slitting tools at Dedoes Innovative Manufacturing increases turret-press uptime, while use of cluster and special-application tooling delivers additional productivity benefits.
 |
| Dedoes punches 2000 tons of cold-rolled mild and stainless steel each month, and depends heavily on its slitting tool to accurately size sheets into components used in filtration cabinets and other products. Its new slitting tool has reduced tool sharpening by a factor of four to one. |
Less can be a lot more when it comes to the innovative use of special turret-press tooling at Dedoes Innovative Mfg., Fowlerville, MI. The sheetmetal fabricator uses a large array of cluster, louver, emboss, lance and form tools that greatly reduces fabricating steps, punch press time and secondary operations. The firm fabricates specialized cabinets for customers in the medical, military, automotive, food and material-handling industries.
Dedoes punches 2000 tons of cold-rolled mild and stainless steel each month, much of it requiring slitting with its turret press, an Amada 357 Vipros Queen. The company depends heavily on its slitting tool to accurately size sheets into components used in filtration cabinets and other products. It recently switched slitting tools (opting for a tool from Mate Precision Tooling, Anoka, MN), and was able to reduce tool sharpening by a factor of four to one. “The improved durability of the slitting tool has eliminated numerous trips to the tool grinder,” says Vaughn, “which means a huge reduction in downtime.
“Tooling is extremely important to us,” Vaughn continues, “because it has a major impact on all aspects of our operation, including quality and fabricating speed, labor utilization and, ultimately, profitability. When a tool delivers maximum efficiency and life, scrap is minimized and machine uptime maximized.”
Special Application: Cluster Punch Tooling
 |
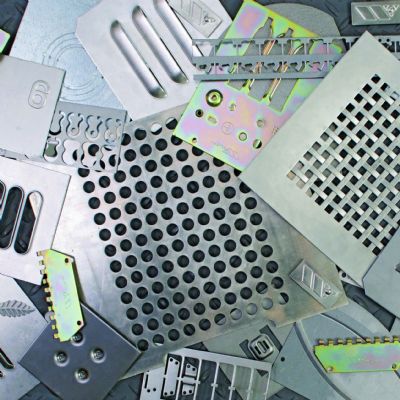
| Special-application tooling plays a vital role at Dedoes, such as this nine-hole cluster punch used to punch thousands of 0.1875-in.-dia. holes in 14-gauge Type 304 stainless steel. |
Special-application tooling also plays a vital role at Dedoes, “because it expands the usefulness of the firm’s turret press,” says Mate sales engineer Gary Troxell. As an example, Troxell notes filtration-system cabinets fabricated at Dedoes from 14-gauge Type 304 stainless steel. Measuring 5 by 4 by 3 ft., the cabinets incorporate multiple filtration assemblies and require the punching of thousands of 0.1875-in.-dia. holes spaced 0.45 in. apart. When punching the panels with the single-station tool supplied with the turret press, Dedoes discovered obvious limitations, particularly as order volumes grew for the punched cabinetry. Besides punching just one hole at a time with the originally supplied tool, and the frequent tool sharpening required, the tool often distorted portions of the sheet, compromising quality and resulting in scrapped parts.
Switching to a cluster-punch assembly seemed a logical move, but the assemblies can be expensive, with a pricetag in the thousands of dollars. Questions arose:
• How can we proceed with some assurance that the productivity payback will measure up to expectation?
• How do we determine the right number of punches in the cluster assembly?
• Can reliable projected savings be realized ahead of time to justify the cost of the new tooling?
• How certain can we be about the performance and quality of the new tooling?
Answers to these questions came quickly as Dedoes ultimately invested in a nine-hole cluster punch from Mate.
 |
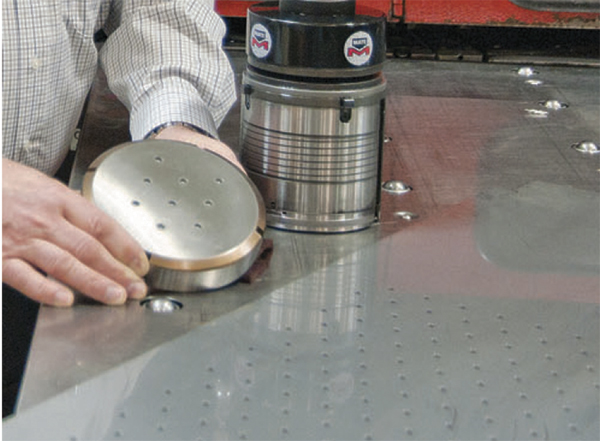
| The fully guided design of the tooling system used at Dedoes pays off particularly when punched sheets have more holes than sheetmetal, by preventing the occurrence of side-loading and twisting forces. Shown are Mate sales engineer Gary Troxell (left) and Dedoes machine operator Pat Vaughn. |
“The large quantity of holes needed per sheet, the thickness of the sheet, hole spacing and part runs were the major criteria we had to work with,” says Troxell. “In particular, we had to carefully consider the material being punched. Stainless steel is very abrasive to the punch, creating a high degree of friction and heat in the punch when it penetrates the material. To remain flat, stainless steel has to be punched cleanly. Because stainless is a very hard material, it dulls ordinary tools very quickly, especially at higher press speeds. Even when slowing the press, the abrasive effect continues, wearing out the tool while distorting the part. You lose productivity two s—with lower press speed and by having to frequently maintain the tooling.”