Turret Punch Presses: Slash Setup, Maximize Uptime
March 1, 2016Comments
New capabilities offered by the latest machines can do all of this, making them as indispensable as ever in job shops.
Turret punch presses have long faced a challenge: setup time. Obstacles to rapid setup have held back this technology from meeting its full potential. The problem has even led to more rapid adoption of pressroom technologies such as laser cutters. But these days turret punch presses ramp up quickly to full production, and offer the ability to monitor performance, thus allowing the machines to become production juggernauts.
 |
| The latest turret punch presses employ features to ease setup and ensure continuing production. For example, the human-machine interface on this Motorum 33-ton machine from Muratec USA assists the operator with tooling selection, program scheduling and more. |
That’s the take from Donald Angel, lead applications engineer from Muratec Machinery USA, Inc., Charlotte, NC. MetalForming recently discussed turret-press setup and productivity improvements with Angel, and he offers insight into the whys and hows of their improvement.
Setup Time Historically Lengthy
“The biggest challenge with turret punch presses has always been keeping them running,” Angel says. “That is one reason why lasers became so popular; no tool setup save for some nozzles and some other minor things, but in general, lasers would run longer and require less setup time.
“Entering a job shop where users employ a variety of materials on a variety of parts, we wouldn’t see the turret presses running,” he continues. “Why? It’s due to setup. Users have a lot to undertake in order to start jobs: manage the tooling, load the correct programs, manage the job paperwork, set die clearances, locate and stage the correct material, etc.”
Automation to the Rescue
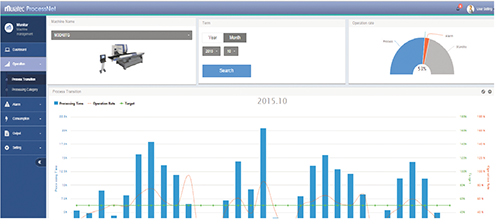
 |
| This screenshot shows process time, standby time and alarm time on a particular machine, allowing management to develop a plan to target problem areas and improve production levels. |
Facing this, equipment suppliers have sought solutions to allow job shops to better manage setup, thus enabling more green-light time on the machines.
For example, Angel notes, Muratec has integrated software into the turret press’ control that routes to the customer’s network. Arrangements such as these allow programs to transfer to machine controls simply, rapidly feeding tool info, material, work-order information and more, all of which can be quickly accessed by operators.
“In the past, operators had to look at the setup sheets and compare those to the tools in the machine,” says Angel. “That is prone to error…and if something was missed during setup, the machine would produce bad parts. Now, the software tells operators, via an interface, what tools must be changed, and keeps track of what tools are in the turret. With this type of system, whenever operators change a tool, they press a button to send that information to the turret layout residing in the machine control. This eliminates the need to search for the correct tools. Tooling can be set for one program, or multiple programs can be scheduled and automatically downloaded to the press. Previously, a lack of machine memory would have meant deleting each program before a new one could be added, with no ability for automatic scheduling. Now, when one job ends, the next can start right up.”