






“We believed that locating the new press in that room, although only 40 by 50 ft., offered the best opportunity for us to create an efficient flow of materials through our sheetmetal shop (6000 sq. ft.),” says Gianelo.
 |
| The firm equips its servo-electric press brake with a tool that hems and bends drawers in one setup, a big time saver compared to its previous hydraulic press brake that required separate hem and bend tools. Note (below) the series of bridge lances formed on the drawers—the C5 turret press upforms these features (a patent-pending drawer design) to locate drawer dividers. |
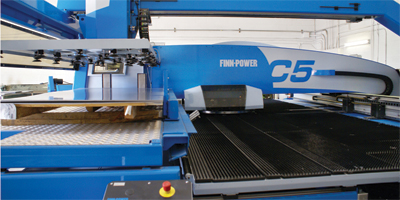
To gain the sheet capacity it needed along with the required level of material-handling automation, A-G Body purchased a model C5 Compact Express hydraulic CNC turret press from Finn-Power, Arlington Heights, IL (now Prima Finn-Power North America). The machine, with 33 tons of punching force and a nibbling speed of 1100 hits/min. (on 1-mm centers), handles sheet to 50 by 100 in. Combined with its automatic loading/unloading system, the machine’s total footprint measures a tight 20 by 24.6 ft. “With the addition of the C5 Compact Express, we have been able to bring back inhouse all of our outsourced sheetmetal work,” says Gianelo, “and we still have capacity to run more production through the machine.”
The new turret press brought other new capabilities to the A-G Body sheetmetal-fabrication shop, which Briggs and his team quickly leveraged. One example is the machine’s large work chute, capable of offloading parts to 20-in. square. Now, rather than having to keep parts nested in sheet blanks until an operator can “shake and break” the parts loose, A-G programs the press to separate parts that will fit through the work chute. A conveyor underneath the press moves the parts up and out to a parts bin, dramatically improving productivity.
Upforming Ability Eliminates Welding
Another bonus gained with the new press is the ability to upform part features such as louvers, knockouts, and small flanges and pins. In particular, the firm’s product designers have been able to redesign some parts to include half-sheared and formed pins and slots to facilitate assembly and, in some cases, eliminate welding.
“For example,” explains Briggs, “”we used to weld drawer sides as separate pieces, welding in the corners and along the bottom. Now we use the half-shear pins and slots to interlock the drawers together. We make 20,000 drawers per year—eliminating welding saves us a lot of time and money.”
Mechanically interlocking the drawers also has allowed A-G Body to expand its product diversity to include aluminum and galvanized sheetmetal, which previously posed welding challenges. “We’re fabricating a lot of products now from galvanized steel,” adds Gianelo. “It’s made a big impact on our sales.”
Better Material Utilization
Combining the use of larger full-sized sheets with the upgrade in programming software to the Finn-Power NC Express package, says Briggs, allows the firm to use tighter parts nests—even common-line nesting in some cases. As a result, material utilization has climbed to 80 percent. The company owns two seats of the programming software, one seat for nesting standard work as it routes from order entry to production and a second seat just for special projects.
“Half of our business is special or custom made-to-order products,” says Gianelo, “and the NC Express software really helps us manage the flow of these specials through the production process.”
The firm loads its automated material-handling system with as much as 10,000 lb. of sheet, running complete stacks of either 12- or 16-gauge material. To move from production of one thickness to the other typically requires a tooling change. “We might produce 15 to 20 different parts nests during a production run,” says Briggs, “and five to 10 sheets of each nest. Using the automated material-handling system frees up the operator to perform other tasks, such as tool maintenance or press-brake operation.”
New Press Brake Completes the PictureTwo years ago, Gianelo decided to add press-brake capacity to the shop to help keep pace with the added capacity delivered by the C5. To replace a small, aging press brake, he acquired a servo-electric 100-ton 10-ft. press brake, a Finn-Power E5. “We like the servo-electric, compared to the previous hydraulic press brake,” says Briggs, “because it’s more accurate and runs much more quietly.”
Also key to the payback on the investment in the E5 has been tooling the press brake to hem and bend in one operation.
“The combination hem and form die eliminates a part handling from the process,” says Briggs. “Again, at one to two thousand drawers per month, that’s a huge time savings. And, the new press brake can run three to four times faster than our previous machine.” Also, according to Finn-Power officials, energy consumption can be cut in half.
Bottom line: New technology via a state-of-the-art CNC turret press and servo-electric press brake allows a three-employee, one-shift sheetmetal operation to process 40,000 lb. of sheetmetal per month. Sounds pretty efficient to me. MF
View Glossary of Metalforming Terms
See also: Prima Power North America, Inc.
Technologies: Bending, CNC Punching, Pressroom Automation


