






Setup-Time Reduction
The continued development of laser-cutting technology has forced manufacturers of CNC punch presses to develop technology that combats some of the major drawbacks to traditional punching operations. As a result, we’ve recently seen
 |
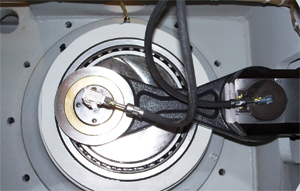
| Recent punch-press innovations include quick-change tool holders, which greatly reduce setup times, and large-capacity tool turrets (shown here) with multiple, large auto-index stations, which also promote setup-time reduction and flexibility, by having more tools available when they are needed. Many users of these newer-style turrets have reduced setup times by as much as 90 percent. |
The key point to note here is that without implementing newer punch-press technology, your operation will be limited in its ability to increase operational flexibility.
Additionally, the need for automation is increasing due to the demands of cost reductions and the shrinking of the skilled labor pool. In the past, many viewed automation as being limited to long-run high-volume jobs. With the knowledge and benefits of full sheet processing in a laser environment now being applied to a punching environment, the demand for automation to handle full sheets of material has increased. The problem with that scenario is that in a functional, real-world environment, shops were not able to realize significant cost reductions due to the added costs related to secondary operations—shake and break to separate parts from the skeleton, part sorting and deburring and skeleton removal. Operational costs simply shifted from the front end of the operation to the back end.
Full-Sheet Processing
In the late 1990s, CNC punch-press manufacturers introduced automation with pick-and-place loading/sorting that made processing of full sheets a functional reality. Fabricators can create part nests to accommodate whatever the shop’s customers need, and parts can be punched and extracted from the blank to be sorted as a mirror image of the dynamic nest—as a kit or stacked according to the next process. Loading/sorting automation addresses the need for flexibility to meet small lot sizes and part-variety demands, and the need for process integration to eliminate post-op costs.
To understand why process integration is the key to a lean punching operation, let’s first look at the total time that material is in a plant.
 |
• Setup time—time spent waiting on a resource to be readied for processing.
• Process time—time spent being processed or adding value.
• Queue time—time spent waiting on a resource while the resource is busy working on something else ahead of it.
• Wait time—time spent waiting for another part to be assembled or shipped.
It’s clear that lean-manufacturing methods address each element of time. However, if our primaryocus in determining the efficiency of a system is the speed at which a part is produced, we may find ourselves only adding to our inability to increase profitability. Recently, I toured a sheetmetal-fabricating shop with a fully automated system that spits out parts like Bayer does aspirin. It was impressive to see. The rationale for acquiring the system: speed and efficiency, and the labor savings from the automation. As we waded through a warehouse full of work in process, the owner noted how pleased he was with his new system, and then said: “Now if I can just make money.”
The acquisition of this new system addressed the two smallest portions of elapsed time for processing any part—setup and process times. And since queue and wait times consume the majority of elapsed time, by integrating processes we can address the largest segment of available time. In the end, this company may have been better off to have allocated valuable resources to more flexible systems that can pace the shop and reduce WIP.
Fewer Touches, More Savings
Fabricators that invest in process integration realize cost savings by reducing post-operational costs. The goal is to reduce the amount of touches to a workpiece, and the related time consumed, for setup, processing, queue and wait.
New punch-press technology combined with new tooling technology can allow fabricators to produce parts with offsets, ribs, louvers and flanges formed in process, as well as straightline and contour shearing. Fabricators can even use a deburring tool in their CNC punch press that eliminates burrs in process.
Another recent innovation from providers of punch-press tooling are tools capable of performing in-process bending by forming C, Z and L bends up to 0.79 in. Difficult tabs on the interior of a part or smaller flanges can be formed in-process, eliminating the need for additional press-brake operations.
Another perk of improved ram control from machine vendors: part marking, with either dot-matrix or scribing tools. Parts are marked or labeled by the ram coming down under precise control, until the tool penetrates the surface of the material by about 0.002 in., combined with precision sheet positioning on the work table. This process can eliminate many post-process part-marking operations.
Tapping is another typical post-process task that can be accomplished on a CNC punch press, using various options. Available to fabricators is an in-turret tapping tool that taps 12-24 through 3⁄8 or M6 - M10 at speeds to 180 holes/min. This can reduce the cost of a tapped hole to as low as $0.01/hole. Other tapping options include four- and eight-station tapping units that mount right onto the frame of the machine, offering greater flexibility with multiple resident tools. Once again, by utilizing in-process tapping, post-operation costs are reduced. MF
View Glossary of Metalforming Terms
See also: Muratec Murata Machinery USA, Inc.
Technologies: CNC Punching, Stamping Presses


