





“We’d have part shortages in one stage of production and surpluses in another,” Wilson recalls. “This resulted in bottlenecks that translated into long lead times and frustrated customers.”
Older equipment not able to take advantage of newer shop-floor technology compounded problems. An old mechanical turret punch press could not utilize the latest nesting software or advanced tooling, resulting in wasted production steps. Sheet had to be blanked to size on a shear, moved to the turret press for fabrication, then moved back to the shear to cut out the part.
“We started purchasing presheared blanks, but paid a premium for our steel,” says Wilson. “We had nearly 35 different sizes of presheared blanks at various areas throughout the shop and were wasting production time and money. We had work in process (WIP) all over the shop floor and were paying a premium for presheared blanks. In addition, we were outsourcing $250,000 worth of work to job shops just to keep up with our production demands.”
 |
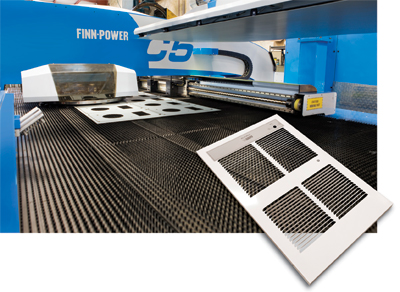
| Software allows part nesting on a full sheet, reducing material usage and the need to pay premium prices on customized blanks for the turret punch press. |
Turret Punch Press Eases Louver Production
To address these issues, in 2007 the company purchased a C5 Compact Express automated turret press from Finn-Power International, Arlington Heights, IL, drawn by its high level of technology, according to Wilson. The 20-station, 33-ton hydraulic turret punch press has a maximum sheet capacity of 50 by 100 in. Its compact load/unload automation allows unattended production utilizing space above and below the machine for sheet storage, and features simultaneous loading and unloading during processing.
Tooling flexibility is important to King Electric—the company has five auto-index, three upforming and three Multi-Tool stations in the C5. Unique to this turret punch press, full-tonnage indexable upforming allows complex forming operations to be made quickly using a single forming tool, according to Finn-Power officials.
Upforming capability comes in handy as key to King Electric’s manufacturing operation is its ability to make louvers.
“We bend many of the louvers to a full 90 deg. because we want to get the least resistance of hot-air flow exiting the heater,” says Wilson. “This creates a very high form—we form louvers to 3⁄8 in. high.”
The upforming feature on the C5 allows forming heights to 0.62 in., with the die moving upward then retracting, allowing free sheet movement and eliminating scratched or jammed sheets.
|
The C5 Compact Express automated turret press operating at King Electric offers rapid hydraulic punching with nibbling speeds to 1100 hits/min., and the servo-controlled ram, stroke speed and position are fully and individually adjustable in both directions. Another benefit: the different punching modes—punch, Quiet Punch, downforming and marking. Four optimally positioned gauge pins allow simple loading of blanks or full-sized sheets with sheet loading performed with a slight push, and sheet supports rise from the table to allow simple positioning of heavy material. To increase operator efficiency, the C5 delivers parts to a freely programmable position on the table and material flow for the entire process can be conducted from just one side. This allows for simple and efficient logistics and enables the machine to be positioned anywhere on the shop floor, even in a corner. Finn-Power’s patented automatic clamp setting, a standard C5 feature, positions sheet clamps according to the numerical program, virtually eliminating dead zones, according to Finn-Power officials. Its work-chute design allows the reception of several parts in sizes to 19.7 by 19.7 in. onto a level from which they subsequently exit from the machine as a stack. |
“We had a high-volume part with a difficult louver,” says Wilson. “Finn-Power and Wilson Tool International, our tooling supplier, gave us a 43⁄4-in.-long louver in a standard 31⁄2-in. station by custom machining a tool holder. This flexibility is one of the reasons we chose this particular turret punch press.”
Another challenging part, a grille with a louver at 54 deg. for intake air and another at 90 deg. for discharge air, benefitted from the new turret press as the punch height of the tool on the old mechanical turret press could not be changed, making this a two-step operation.
“We could only punch at 54 deg.,” says Wilson. “We then took the grille to another mechanical punch press that had a set of dies that allowed us to take the louvers to 90 deg.”
On the new C5, King Electric makes these louvers in a single operation on a nested 4 by 8-ft. sheet that yields 24 parts. Before, these parts were produced one at a time. Now, using the machine’s automatic loader/unloader, the company produces these parts without operator labor and load/unload labor, to the tune of 60,000 parts annually.
“With the old method of production, our cost was $9/grille,” says Wilson. “Now our cost is $3/grille. In addition, acquiring the C5 Express has allowed us to bring the $250,000 worth of outsourcing back inhouse.”
Improved Material Usage and Higher Productivity
According to Wilson, the new turret punch press has made the whole shop more productive.
“The benefits are becoming more obvious every day,” he says. “Our material utilization has increased dramatically, to approximately 85 percent. The full-sized sheets we now run negate the premium paid for presheared blanks. And common-line cutting helps with material utilization and cuts down on the amount of scrap and skeletons. We no longer have WIP inventory all over the shop floor. When we run 500 heaters, all the matching parts come off of the machine together. This creates an efficient work flow throughout our factory.”
Lights-Out ProductionThe C5 Compact Express at King Electric runs 40 hr./week and often performs lights-out production for jobs running as long as 20 hr. Wilson has the turret press hooked up with a web cam to monitor the machine remotely.
“The C5 allows us to maintain control over our factory operations,” says Wilson. “Now when we quote a lead time to a customer, we meet it. Lead times that were 10 to 12 weeks now are 2 to 3 weeks. Today, we are almost building to order. We now have a lot of predictability that takes out a lot of stress for our managers.
“Also, we’ve been able to eliminate secondary operations and get more work off of the turret press,” says Wilson. “We can use the Wilson Tool rolling shear, rib and offset tools to accomplish on the C5 what were normally press-brake operations, and the rolling wheel allows us to cut out large circles instead of nibbling them out, which had taken a long time.”
Other improvements Wilson points to since bringing in the turret punch press:
• Welding time slashed by 40 to 50 percent due to production of more accurate parts;
• Assembly time cut by 25 percent;• Raw material usage reduced by 30 percent due to elimination of pre-sheared blanks and creation of less scrap and bad parts.
“I’ve seen a lot of added benefits that weren’t on my mind when we first bought the C5 Compact Express,” concludes Wilson, noting that King Electric plans for the machine to pay for itself within a year-and-a-half. “It has removed a lot of barriers and allowed us to implement modern manufacturing strategies.” MF
Information for this article provided by Finn-Power International, Inc., Arlington Heights, IL; 847/952-6500.
View Glossary of Metalforming Terms
See also: Prima Power North America, Inc., Finn-Power International, Inc.
Technologies: CNC Punching, Pressroom Automation


