





Cutting and Punching Sequence
October 1, 2008Comments
Cutting and punching are the most common operations performed by stamping dies. The die-process engineer must carefully consider the punching and cutting sequence in order to maintain product quality and process stability. For example, when the location of a hole in a sidewall or a vertical flange is critical, the process engineer may choose to punch the hole after all of the forming has been completed. Although it would be far less expensive to punch the hole in the flat before forming, maintaining an accurate position in the stamping may prove to be very difficult with this approach.
 |
| Fig.1 |
 |
| Fig. 2 |
Other things to consider:
• Punch holes in the flat blank whenever possible to avoid expensive cams and increased die complexity.
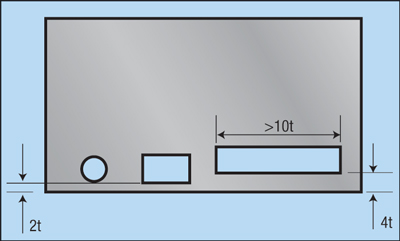
• When large and small holes are located close to each other, punch the larger hole first. This prevents distortion of the smaller hole caused by the cutting action of the larger punch.
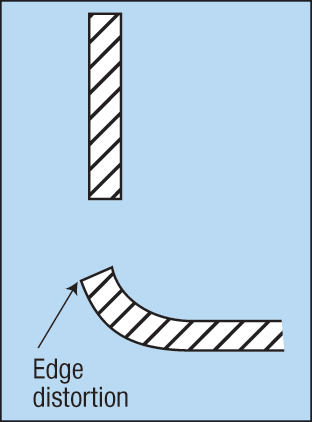
• The edge quality of the punched hole is critical when forming flanged or extruded holes, also known as hole expansions. Sharp tools and proper die clearances are required to produce quality hole expansions without fractures. For maximum extrusion length, form the hole from the direction opposite of the punching operation. When extruding and punching in the same direction —oftentimes an unavoidable necessity —coin the bottom side of the punched hole first or consider shaving the hole before extruding.
• When cutting stretch carriers in progressive-die strips for cup drawing, cut the inside diameter first. Cut only half through the material and use a pressure pad in the die cavity that bottoms out. The bottoming pad assures that the cut will only penetrate half through the material thickness. This eliminates having to push the blank back into the punched opening, which usually leads to slivers in the die. Cut the outer diameter next, using the same technique.
• Punch holes and openings in drawn parts after forming. Extensive material flow in deep-drawing operations make it very difficult to develop final hole locations. Holes located in regions of high compression and/or tension are distorted easily.
 |
| Fig. 3 |
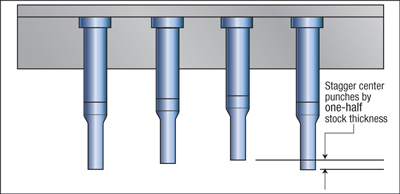
• Simultaneously punch holes in flanges after drawing and forming. This eliminates the need to locate off previously punched holes in subsequent operations. Maintaining tight tolerances becomes increasingly more difficult with multiple punching operations.• When piercing a pattern of multiple holes, stagger the punches so that the inner most holes are punched last (Fig. 3). This significantly reduces the amount of stripping force required to extract the punches.
• Punch pilot holes in progressive-die strips undersize if the final diameter is critical. The hole may be punched larger or shaved in the final operation to establish its final size.
These punching sequence guidelines will help improve product quality and process reliability for most stamping operations, at very little additional cost. MF
View Glossary of Metalforming Terms
Technologies: CNC Punching, Quality Control


