





Tube Forming Transformed from Batch to One-Piece Flow
July 20, 2018Comments
When an automotive customer asked Coldwater Machine Co. to bid on tooling and machines to produce a vehicle exhaust tube, Coldwater engineers analyzed the entire five-step process and presented the customer with a more efficient overall solution that transformed the process from batch production to one-piece flow.
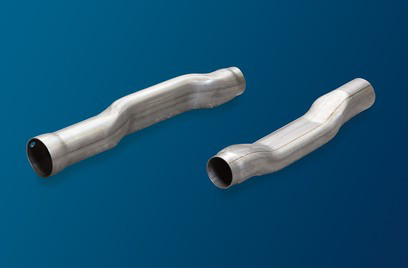
The original RFQ line and process layout spelled out five operations to produce the component, which required unique bending to accommodate a structural cross-member. According to the RFQ: The process begins with 2.5-in.-dia. type-409 stainless-steel pipe stock undergoing a bending operation, with the pipe loaded into a bender and bent in four places to create an offset. Starting at one elevation, it then assumes a different elevation to accommodate the cross-member, then is bent back to the original elevation. At this point, benders automatically cut the tube. From there, the tube is pressed to an oval diameter to allow a closer fit to the vehicle underbody. Another step reduces the diameter of one side of the pipe to fit a sister pipe followed by trimming to achieve the final pipe length. The final step: Resize the diameter on the other end of the pipe to fit another sister pipe.
Although Coldwater was requested only to provide an offset forming die to provide the oval pipe shape, the company studied the overall process and asked questions. The client confirmed that it was most concerned about maintaining the flow-through volume of the pipe. As long as none of the operations affected the escape rate of the exhaust flow, and the overall volume of the pipe interior remained intact, Coldwater had flexibility in refining the process.
This freedom allowed Coldwater to utilize the ends of the tube to simultaneously secure the component and size it. With the redesigned process, the pre-cut tube is manually loaded into a standard 50-ton press and secured on each end by an exterior clamping device. Simultaneously, the press cycles down to form the tube while each tube end is formed to required 2.25- and 2.375-in. dia.
Despite the perceived benefits of this approach, convincing the customer to shift to a new process required more than good faith, according to Coldwater officials. To prove process viability, Coldwater showed the client’s lead engineer a larger tube component from a different application and industry that had been processed in a similar way. Satisfied, the customer awarded Coldwater the job.
Beyond meeting original cycle-time targets, Coldwater’s process provided numerous benefits. The customer saved significant tooling costs in transitioning from five operations to one, which also reduced work-in-process time. Secondly, needed floorspace was reduced as all operations integrated into a single off-set operation. Thirdly, quality improved due to reduced handling and setup needs. And, by eliminating the final retrim operation, the new process achieved a 10-percent reduction in material cost.
Coldwater has since retooled the original tube-form-and-bend cell for a second part that can be run with only a 5-min. tool-changeover time.
Technologies: Bending
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Bending
BendingEnergy-Efficient Double Folder a ‘Game Changer’ for The Brye...
Thursday, September 5, 2024
 Bending
BendingCreative Approaches to Common Press Brake Challenges, Part 1...
Justin Talianek Tuesday, April 30, 2024
 Bending
BendingEnergy-Saving All-Electric Rolling Machine Boasts Speed, Acc...
Wednesday, March 20, 2024