






Crowning Achievements Deliver Press Brake Accuracy and Process Efficiency
January 1, 2010Comments
While any type of crowning system is better than none at all, fabricators must carefully consider the effectiveness of the crowning system when comparing and contrasting the press-brake models on the market.
State-of-the-art press brakes all offer
high accuracy and repeatability; what separates high-end machines from the rest of the pack is the ability to adjust to the changing properties of the workpiece material. Even with the most accurate and repeatable machine in the world, if its crowning system cannot adapt as material properties change from part to part, there is no to guarantee accurate, repeatable forming results.
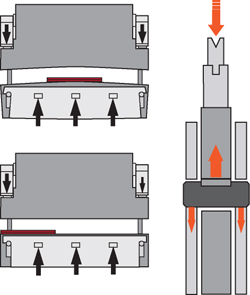
Crowning—the method by which press brakes compensate for deflections in the upper beam and lower bed when pressure is applied—occurs by different methods depending on the make and model of press brake. And while any type of crowning system is better than none at all, fabricators must carefully consider the effectiveness of the crowning system when comparing and contrasting the press-brake models on the market.
Any time pressure is applied to the machine, deflection occurs and is directly related to the amount of pressure applied, where it is applied and over what area. For a crowning system to be effective, it not only must account for all of these variables, but also must be able to adjust for them on the fly, without operator input.
Springback Problem?
While you may believe that you have a springback problem, it’s more likely you have a crowning problem being attributed to springback. According to Hooke’s Law, springback is proportional to force, which is proportional to material tensile strength. The reason a fabricator may experience a large variation in bend angle from one workpiece to another—when the material’s tensile strength changes—has more to do with the pressure required to complete the bend than the actual amount of springback.
Consider, for example, bending a section of ¼-in. plate to a 90-deg. angle in a press brake. Assuming 3 deg. of springback (typical for steel) and a tensile-strength variation of 10 percent; the amount of springback, therefore, also will change by 10 percent. This results in an angle variation of only ±0.3 deg. What causes fabricators to experience angle variations much larger than this? The answer: insufficient crowning.
When tensile strength increases by 10 percent, the press brake must apply 10 percent more force to bend the part. This means that the press brake needs an additional 10 percent crowning and 10 percent added frame-deflection compensation. While most machines will compensate for frame deflection in process, very few will change the crowning as the press brake operates. In fact, it would be impossible to change the crowning on any type of mechanical crowning system in process, since these types of presses are not adjustable under load. In these cases, insufficient crowning results in an open angle, often attributed to springback.
Dynamic Crowning the Noble Solution
With a dynamic crowning system rather than a mechanical system, as the pressure changes so does the amount of crowning. In-process crowning compensation minimizes springback variation.
Behaving similarly to changes in material properties, changes in sheet thickness also will affect bend-angle repeatability, and dynamic crowning helps here, too. As in the springback case described above, when thickness changes so does the required pressure from the press-brake ram. A different amount of ram and bed deflection results and, unless the press brake adequately compensates, a different bend angle is formed. A 10-percent change in material thickness requires a 20-percent change in pressure, which demands a 20-percent change in crowning.
While many press brakes on the market today offer some sort of thickness measurement and compensation, the question that fabricators should ask: How does the press brake adapt its crowning to the change in pressure, which the change in thickness required? Without an adaptive crowning system, it is impossible to adjust the crowning to the changing pressure.



 Video
Video