 “When we evaluated wire-fed AM, we concluded that, for management of residual stress, we needed to be able to map those stresses in advance,” he says. “I know that ORNL has done some collaborative work in mapping residual stresses to predict where stress is created.”
“When we evaluated wire-fed AM, we concluded that, for management of residual stress, we needed to be able to map those stresses in advance,” he says. “I know that ORNL has done some collaborative work in mapping residual stresses to predict where stress is created.”
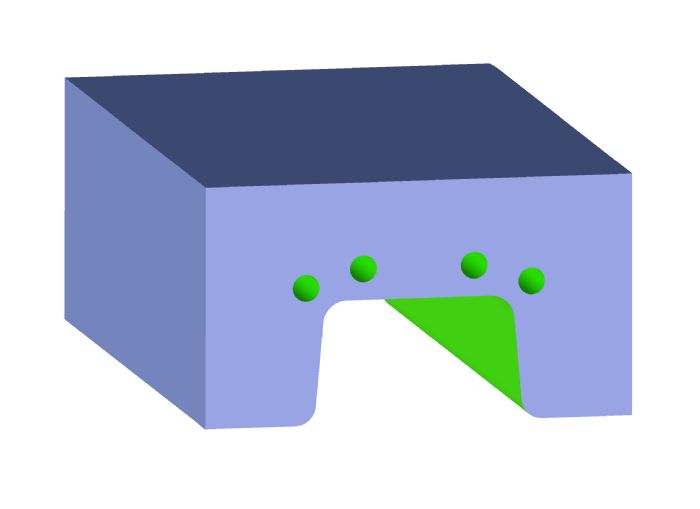
With such knowledge, according to Austin, a tool can be printed on a two-axis rotating table that allows for stress placement in a plane perpendicular to loads to reduce delamination, cracking or other failure modes.
 “With shrinkage compensated for (as the tool cools after deposition and heat treatment),” he says, “such a tool would be capable of withstanding typical impact loads and thermal shock loads found in the hot stamping tooling business. But while deposition rates are improving, these rates still are far short of what’s required economically to produce large-scale tools.”
“With shrinkage compensated for (as the tool cools after deposition and heat treatment),” he says, “such a tool would be capable of withstanding typical impact loads and thermal shock loads found in the hot stamping tooling business. But while deposition rates are improving, these rates still are far short of what’s required economically to produce large-scale tools.”
While Austin also sees R&D improvements that allow for viable printing of conformal-cooling tool segments, “cross-drilling will be cheaper for the balance of a tool that features somewhat straight holes in the channels.”
Segmented Tooling, Heat Cycles Also Challenge AM
The hot stamping industry’s interest in segmented tooling when compared to large one-piece tools also affects the choice of AM or machining.
“The industry wants segmented tooling that allows for repair or replacement of portions of the tool,” he says. “An A-pillar or B-pillar part features some areas at the ends that benefit from conformal cooling, but the center of the part has some long, relatively straight holes that can be drilled more cheaply. As long as I’m producing segments and tying them together, I’m better off drilling.”
As for prototyping hot stamping dies, these often can be produced in one large piece and, being prototypes, without the need for conformal or any cooling channels. This precludes the need for AM, Austin reports.
Progress as to pre- and post-heating during wire-fed AM also must be made to make it more viable for hot stamping tooling, according to Austin.
“We see the need for a process to preheat the tool before we feed the wire into it and strike the arc,” he says. “Then after the arc leaves, we need to slow the cooling—a post-heating process. A head that combines wire feed with pre-imposed laser heating would address metallurgical issues related to what happens when additively building a tool and not being able to keep it at an elevated temperature.”
All of the heating and cooling experienced when adding material brings undesirable stresses, according to Austin.
All of this said, Austin remains happy with the results during DTG’s first go-round with wire-fed AM, and with recent improvements he remains optimistic on its future use for hot stamping tooling, with qualifications. One qualification: issues with locating metal when performing high-speed finish-cut machining.
“A cutter flying around and suddenly hitting metal at high speed can break the cutter,” he says. “Shrinkage or metal movement after printing makes it difficult to locate metal accurately and program the machining accordingly. Surface scanning can resolve this challenge in cutter-path programming.”
An alternative of drastically slowing machining would extend lead time and add costs.
Opportunities in Die Repair: Tailored Surfacing
Shifting to die repair, AM again holds promise, according to Austin, especially via directed-energy and powder-fed AM.
“This has great interest to us,” he says. “In general, for cold and hot stamping we build a tool from the same material over the entire tool surface, perhaps with inserts here or there, or some blocks of different material. But, especially in forming and cutting tools, there’s a need for different localized properties in the material. We can heat treat to surface-harden somewhat selectively and locally. With laser heat treatment or possibly in combination with powder-fed AM, we see the ability to change the surface of a die—attaching powdered metal to the die surface of a different metal alloy.”
Specific to hot stamping, Austin identifies two areas of a tool that often undergo significant abrasion and galling, and coating pickup: male radii and sidewalls.
“Those areas are candidates for changing surface material via AM,” he says. “If we can additively place powder selectively into areas of a new die susceptible to abrasion and galling, the AM material may not last very long, but we’ll have the ability to add it on again and again. Most hot stamping tools experience a relatively short life before recutting, and recutting doesn’t work very well for sidewalls due to the lack of contact pressure due to sidewall geometry. We see opportunity in the repair business where, instead of performing one or two recuts and then replacing some or all of the steel as is common for longer-term or higher-volume part programs, we can use AM for tailored surfacing—placing hardness or toughness where needed.”
AM also may find use, Austin notes, in repairing gaps in hot stamping tooling, which can cause material or coating buildup that detracts from heat transfer and leads to longer quench times during hot stamping, and distortion that affects part quality.
One other thought from Austin on future use of AM in die repair:
“I can see the creation of standardized cells that scan a die, then selectively rebuild via AM. Another scan then provides the new surface for CNC-machine recutting. This hybrid cell would allow us to use AM to add material to repair a die or build new, then scan again before some final subtractive work. In almost all cases, we’ll never be able to print net shape—it will be near shape and we’ll need machining to finish.”
With AM, Austin concludes, “everyone originally had stars in their eyes, saying that ‘we’re going to print a whole tool and do it lights out, and we’ll have a cost reduction.’ That is not on the horizon.”
But, as Austin has detailed, AM definitely has a future in tool build and repair, especially in the hot stamping arena. MF
Industry-Related Terms: Center,
Core,
Delamination,
Die,
Fixture,
Forming,
LASER,
Lead Time,
Lines,
Model,
Scale,
Stainless Steel,
Surface,
TransferView Glossary of Metalforming Terms
See also: Dienamic Tooling Systems, Oak Ridge National Laboratory
Technologies: Additive Manufacturing, Tooling







 To survey what DTG has learned thus far on the AM-tooling front, MetalForming talked to Mike Austin, DTG director of manufacturing engineering, responsible for research and development of new production capabilities and capacity, and new manufacturing processes.
To survey what DTG has learned thus far on the AM-tooling front, MetalForming talked to Mike Austin, DTG director of manufacturing engineering, responsible for research and development of new production capabilities and capacity, and new manufacturing processes.