
Page 33 - MetalForming December 2012
P. 33
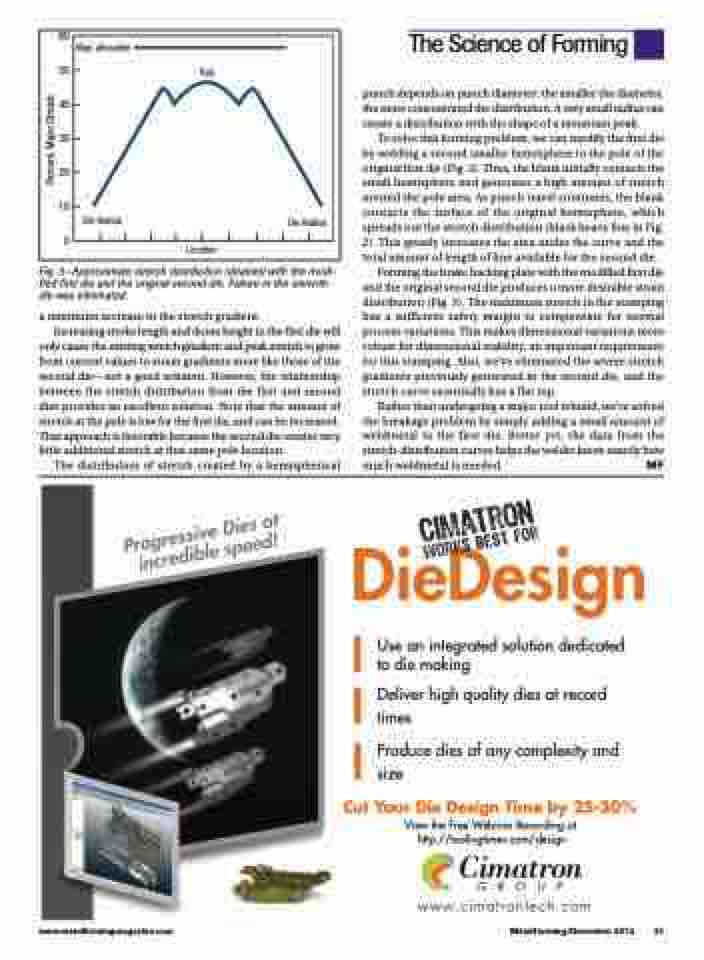
60
Max. allowable
50 40 30 20 10
Die Radius 0
Pole
The Science of Forming
punch depends on punch diameter: the smaller the diameter, the more concentrated the distribution. A very small radius can create a distribution with the shape of a mountain peak.
To solve this forming problem, we can modify the first die by welding a second smaller hemisphere to the pole of the original first die (Fig. 2). Thus, the blank initially contacts the small hemisphere and generates a high amount of stretch around the pole area. As punch travel continues, the blank contacts the surface of the original hemisphere, which spreads out the stretch distribution (black heavy line in Fig. 2). This greatly increases the area under the curve and the total amount of length of line available for the second die.
Forming the brake backing plate with the modified first die and the original second die produces a more desirable strain distribution (Fig. 3). The maximum stretch in the stamping has a sufficient safety margin to compensate for normal process variations. This makes dimensional variations more robust for dimensional stability, an important requirement for this stamping. Also, we’ve eliminated the severe stretch gradients previously generated in the second die, and the stretch curve essentially has a flat top.
Rather than undergoing a major tool rebuild, we’ve solved the breakage problem by simply adding a small amount of weldmetal to the first die. Better yet, the data from the stretch-distribution curves helps the welder know exactly how much weldmetal is needed. MF
Percent, Major Stretch
www.metalformingmagazine.com
MetalForming/December 2012 31
Location
Fig. 3—Approximate stretch distribution obtained with the modi- fied first die and the original second die. Failure in the seventh die was eliminated.
a minimum increase in the stretch gradient.
Increasing stroke length and dome height in the first die will
only cause the existing stretch gradient and peak stretch to grow from current values to strain gradients more like those of the second die—not a good solution. However, the relationship between the stretch distribution from the first and second dies provides an excellent solution. Note that the amount of stretch at the pole is low for the first die, and can be increased. That approach is favorable because the second die creates very little additional stretch at that same pole location.
The distribution of stretch created by a hemispherical
Die Radius
Use an integrated solution dedicated to die making
Deliver high quality dies at record times
Produce dies of any complexity and size
Cut Your Die Design Time by 25-30%
View the Free Webinar Recording at http://toolingtimes.com/design
www.cimatrontech.com
