
The Timebomb Goes Off
In May 2013, the timebomb exploded. Paplham describes how the fuse was lit.
“We had just repaired a die used to stamp clutch handles, and the first time we placed the die back in the press we experienced a short feed and a crash,” he says. “The old press control prohibited us from adding a short-feed sensor. So I finally said ‘enough is enough’ and went to management to propose a capital-expenditure plan. It covered not only upgrading the automatic mechanical presses (starting with the 150-ton Minster) but also the addition of in-die sensing as well as quick-die-change equipment, such as magnetic clamping.”
“Customizing the press-control screen is huge,” says Paplham. “As we add complexity to the dies—more lube nozzles and sensors, for example—we can label everything and create easy-to-follow instructions to help guide setup and troubleshooting routines for the operators and maintenance technicians.”
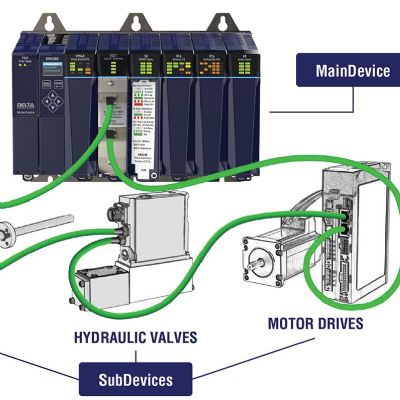
To manage all of the new communication between press and tooling, as well as oversee a new Dallas servo feeder with a new straightener-drive package integrated into the existing straightener, Paplham opted for a new press control from Toledo Integrated Systems, Holland, OH. BDC Machinery president Rick Wenzel touts the benefits of Toledo’s open-architecture setup, based on an Allen-Bradley platform:
“The control has standard screens for die protection, programmable limit switches, tonnage monitoring, etc… however, Ariens also can modify the look and feel of the interface screen to its liking. Paplham and his team were able to customize where each piece of data appears on the control screens, and the types of charts and graphs used to display the data.
“We also find that the Toledo interface simplifies feed-line integration,” Wenzel continues, describing the special servo-feed interface developed for use with the Dallas ProfileSelect feed control. The control was modified, he adds, to perform basic mathematical functions for Ariens operators, to simplify setups.
BDC also installed, as part of the press-line overhaul, a new Spra-Rite die-lubrication system from Industrial Innovations.
Justification a Snap
Now the upgraded Minster runs 55 different tools for the Ariens press shop. Each is equipped with part-out and short-feed sensors. “And we’re looking at adding in-die part measurement to some of the tools as well,” says Paplham. 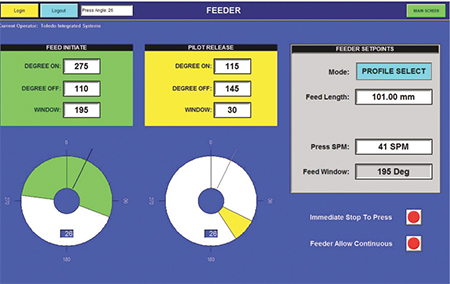
The Toledo servo-feed interface, developed for use with the Dallas ProfileSelect feed control, eases feed-line integration. The control was modified to perform basic mathematical functions for Ariens operators, to simplify setups.
Since upgrading the press, die crashes nearly have been eliminated, Paplham says, and the control makes troubleshooting a breeze. The control communicates information that allows Paplham’s maintenance team to quickly diagnose any issues and get right to work addressing them.
“As a result,” says Paplham, “the press runs more hours per day, and it’s running more quickly—on some tools, hit rate has tripled.”
In all, Ariens invested $220,000 on the press-line upgrade, justified easily, Paplham says, just by being able to protect the press from damage from short feeds and other faults. Add in the eliminated die-repair costs—replacement punches, labor, etc.—as well as the increased production and “we’re way ahead of where we thought we’d be in terms of speed and press uptime,” Paplham continues.
“That press will stamp 4.5 million parts this year, a 50-percent increase over last year. And we believe that as we continue to integrate new functions to the Toledo control, we’ll increase production by another 15 to 20 percent.”
Five Levels of Access
When installing and setting up the refurbished press line, BDC worked with Toledo to establish five levels of access to press-control parameters via the Toledo control. Employees use unique ID cards rather than access codes, which can too easily be learned by others over time, says Wenzel. Operators cannot adjust the press—only a tool and diemaker can access settings such as shut height. And the maintenance group at Ariens also has its own unique level of access.
At the top of the food chain is the technician at Toledo, who has access to the Windows interface to make major programming changes to the system. “Toledo also allows the end user, with the required software, to make high-level changes themselves as their needs change,” adds Wenzel, “essentially allowing the customer to alter the look and feel of the control screens based on operator input and skill level.”
On the horizon for Ariens, according to Paplham: “Creating reports from our desktop computers, using Ethernet access to the press control. That added integration and access to data will help us pinpoint additional paths to improved productivity.
“And, starting later this summer,” he adds, “we’ll be performing similar upgrades to our other automatic mechanical presses, with support from BDC and Toledo.” MF
See also: Nidec Press & Automation, Dallas Industries, Toledo Integrated Systems
Technologies: Coil and Sheet Handling, Pressroom Automation, Stamping Presses