






To connect the firm’s production-control system to the feeder, Rodjom married a barcode reader to the setup, with barcodes corresponding to feed length. “This eliminates another opportunity for error,” he says. At setup, the operator scans the barcode, which inputs the required feed length into the feeder’s memory. “We generate the barcodes with a standard font in Excel or Word,” adds Norris. “Scanning barcodes to set feed length rather than having to keystroke a length into the controller saves us 2 to 3 min. per setup, and—with 20 setups per day, and, therefore 20 opportunities to make a mistake—the process has become mistake-proof.”
Barcode Application Number Two
So satisfied with its first barcode scanning to help manage servo-feed setup, Norris and Rodjom soon found another application for the technology. Inside each air tube (described above) mounts a pair of cut lengths of 3⁄16-in.-dia. wire rod, of galvanized cold-rolled steel. These lengths of rod—electrical contacts—traditionally had been purchased components, until the firm’s purchasing manager asked Norris and his team if they could fabricate the lengths of rod inhouse.
“We use the rods in 30 to 40 unique lengths, from very short to as long as 18 in.,” Rodjom says. “We had been purchasing each length in 25-lb. boxes, an inventory-control nightmare.”
 |
| Newly designed assembly cells at R.W. Beckett locate assembly workers in the center, facing out to access parts bins filled by a crew of shoppers, as well as their workstations. There’s no turning and twisting, which has led to a significant gain in productivity. |
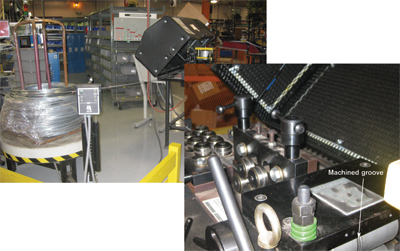
Bringing cut-to-length wire-rod processing inhouse, the company set up a small pneumatic press, fed, again, by a P/A servo feeder. Wire comes in on 1000-lb. spools; two sets of straightening rolls, a seven-roll horizontal set and five-roll vertical set, straighten the wire before it finds the entry end of the press. There, the straightened wire lands in a groove machined into the feed drum to align the wire for blanking.
The wire-rod cell has not one operator, but several, as the company employs a crew of “shoppers” to move throughout the facility to collect burner parts into kits, which the shopper then delivers to assembly cells. Each shopper arrives at the wire-rod blanking setup knowing how many burners to include in his kit, and sets up the cell to cut two cut rods per burner. Shoppers use a barcode scanner at the cell to communicate to the servo-feed control the required feed length. With the barcode scanned for the job and the number of parts entered, the shopper can continue shopping and then come back later to pick up his order of blanked rods.
“There’s no inventory transactions—the process is simple, reliable and repeatable,” says Norris. “The work in process is whatever is in each shopping cart while it’s waiting to be assembled. There’s no need to track the cut wire through the process—the material is either on the coil or on a burner. And, once the burner is received, inventory is backflushed and we debit the number of pounds to the coil. Purchasing then monitors the number of burners made to determine the amount of material remaining on the wire spool, to determine when to order another spool.”
A Fresh Look at Assembly Pays Off
The bevy of parts that make up the burners—some purchased and some fabricated inhouse—all eventually wind up at the plant’s assembly area, gutted in 2007 in order to provide efficiency gains.
“We had hit the wall in terms of throughput with our previous assembly-cell design,” he says. “So, we sat back and took a fresh look, a completely different approach to how we build the product.”
Focus shifted to product delivery to the cells, to ensure that materials flow easily into and out of each cell. Previous cell design placed a central workstation in the middle of a cell, with the team of assembly workers stationed at the perimeter. Bins of components then surrounded the operators, who had to repeatedly turn around to grab parts as needed, and then return to the workstation to continue the assembly process. This “back and forth washboard-type of movement,” says Norris,” led to excessive waste in the process.”
The new assembly cells locate the assembly workers in the center of each cell, facing out to access parts bins and to work at each assembly workstation. There’s no turning and twisting. Also, assembly workers need not leave the cell to search for the parts or subassemblies they need—the shoppers do it all, and “one shopper can service two or three assembly cells,” adds Norris. “We’re much more efficient now, and have experienced a significant gain in productivity, a huge improvement in what had been a very mature process.” MF
View Glossary of Metalforming Terms
See also: P/A Industries, Inc.
Technologies: Coil and Sheet Handling, Quality Control, Sensing/Electronics/IOT


